
Typically, applications that use gold-tin solders are structural or die-attach. Structural applications make use of the alloy’s high strength, wide operating temperature range, and corrosion resistance. Die-attach applications make use of the alloy’s superior thermal conductivity and reliability. The most common applications include hermetic package sealing, as well as lid and header-attach. Die-attach includes LEDs, laser diodes, RF devices, and power circuitry.
For the most part, the metallisation on the die is selected by the ASIC (application-specific integrated circuit) manufacturer. Common metallizations include titanium/platinum/nickel with a gold protective layer. In structural soldering, the most common finish is gold-plated nickel. In both cases, the gold protective layer dissolves into the Au/Sn and the bond is made to the underlying nickel/platinum. Nickel/Platinum is chosen for its slow rate of dissolution even at the high process temperatures associated with 80Au/Sn.
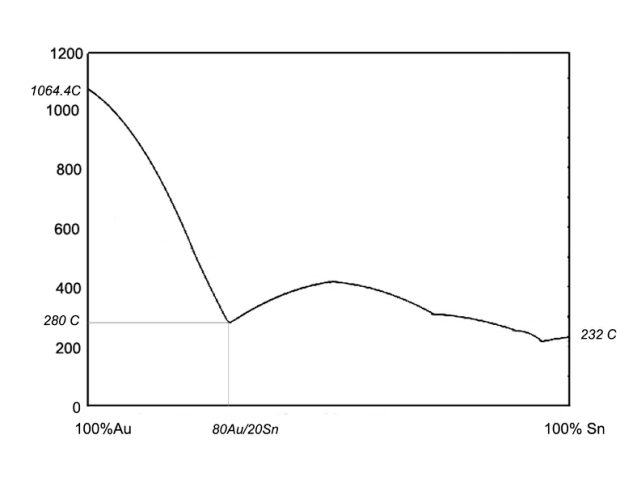
Take a look at the simplified phase diagram. This shows how liquidus temperature varies with composition. You can see the temperature variations as we depart from the eutectic (280°C for 80Au/20Sn). This variation is very rapid on the left with increasing gold content until it reaches over 1000°C at 100% gold. This increase in melting temperature occurs during any soldering process with intermetallic formation. If this temperature increase is undesirable, it can be offset by selecting an alloy with a lower gold content. Any extra gold taken up from the substrates can effectively maintain the eutectic 80Au/20Sn that melts at 280°C by reducing the formation of higher melting point intermetallic. For this reason, Au/Sn is routinely supplied at 79/21 and 78/22 compositions.
Next time we will look at the different availabilities this versatile and unique alloy has. In the meantime, if you have any questions about gold-tin soldering or gold-tin alloys, please contact me or one of my colleagues at techsupport@indium.com.