
Robotic Soldering II
After reading my last post on robotic soldering, you have decided that you have a good robotic soldering application and want to get started. You have also decided that you will use contact soldering with cored solder wire. You will need to work with your robotic soldering machine provider to decide on the best machine for your application. In addition, you should work with your cored wire supplier to determine the best cored wire solder for your application.
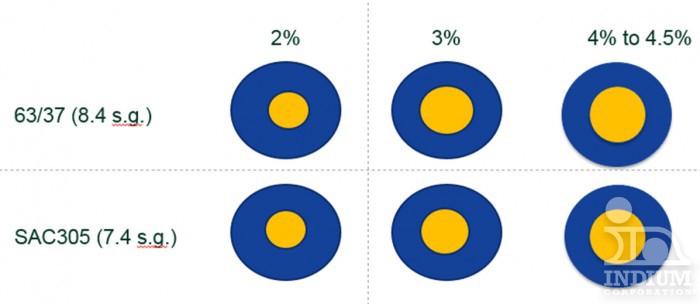
Cored wire is solder wire that has flux in its core. See Figure 1.
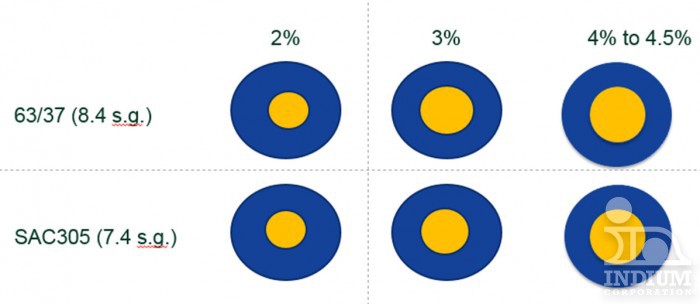
Figure 1. Cored solder wire comes with varying amounts of cored flux. Your solder supplier will be able to recommend the best wire for your application.
Core wire solder also comes in different thicknesses as seen in Figure 2.
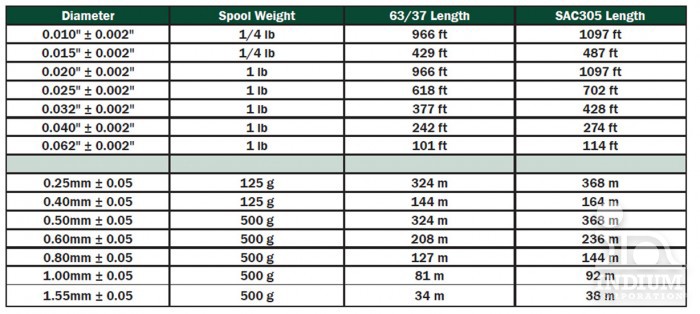
Figure 2. Cored solder wire also comes in varying thicknesses as shown above.
Determining the best wire for your robotic soldering application might require a little experimentation or advice from your cored wire supplier or robotic soldering machine supplier.
Let’s review good soldering techniques when using cored wire:
- Make sure the soldering iron tip is pre-tinned for best heat transfer
- Apply heat to both surfaces at the same time
- Bring metals to soldering temperature above the solder melting temperature
- Add solder to the solder joint area, not the soldering iron tip (if using an iron)
- Let the metal surfaces melt the flux and solder
- Remove the solder wire when enough solder is melted to form a good joint
- Remove heat when good solder joint is formed
- Do not add cored wire to the soldering iron tip.
- Flux can be burnt and become ineffective
- Solder can stick to the iron instead of the joint area.
These techniques are valid for hand as well as robotic soldering. An effective cored wire produces void free solder joints, has good flux activity, and does not produce much spatter. The cored wire should also have a consistent diameter. You should discuss these requirements with your cored solder wire supplier.
Cheers,
Dr. Ron