

Folks,
The adventures of Patty and Rob continue.......
Rob bolted upright in bed. He had that terrible feeling that he had overslept for an important appointment. His eyes quickly found the clock and it said 10:30!
“Wait a minute!” he thought, “It’s Sunday.”
He looked a Patty peacefully sleeping and decided to let her sleep. They had had a tough two months. Ever since they proposed increasing uptime to greater than 60% on two “experimental lines”, they were working 90 hour weeks. They just felt they needed to constantly monitor two lines, to assure that things were going smoothly. They felt satisfaction that they achieved 68.8% uptime in a two month period, compared to the company average 30.4%, which is still very good.
The local newspaper got word of this effort and did a story on Rob and Patty’s work. The article was well written and very complimentary to both he and Patty, as well as ACME. Sam Watkins, the site general manager, was very pleased with the good PR. The accompanying photos were really nice too.
The big shocker came this past Tuesday. “Sixty Minutes” called and said they wanted to do a segment on “The US Competing with the Far East in Electronics Manufacturing.” In agreeing to be interviewed, Rob and Patty insisted that members of their ACME team be included. In addition, they felt it was only fair to include the efforts of Rita from their stencil printer and reflow oven supplier and States, their colleague from the component placement company. And they couldn’t forget Eric, from ACME’s prime solder paste supplier. These three folks helped Rob and Patty and their team to develop the plan to achieve the 60+% uptime.
An even bigger shocker came when the Sixty Minutes crew told them that Andy Grove would be in the segment because of his recent article in Business Week, How America Can Create Jobs
Grove insisted that to participate in the piece, he wanted to visit ACME to see what Rob and Patty were doing. So the Sixty Minutes crew was visiting ACME’s plant this week as were Rita, States, Eric and now “Andy.”
“Maybe we should call him Mr. Grove,” Rob thought.
Rob had suggested that he and Patty go to Berdick’s in nearby Walpole, NH for Sunday brunch and then to play golf. Rob had to chuckle, it was mid July and he and Patty had played golf 27 times (she kept a spreadsheet), he had beaten her 14 times and she was miffed. Even during their 90 hour weeks they would take a break 3 times a week to play 9 holes.
On Monday they were meeting with site GM, Sam Watkins, to discuss what they would tell Sixty Minutes.
Rob and Patty’s Sunday was delightful. The brunch was delicious and relaxing and they both played golf well, Patty’s 68 beating Rob’s 69.
It seemed like no time at all and Rob and Patty were in Sam’s office.
“Just assure me that this Sixty Minutes thing is not some expose that will embarrass ACME or put me in jail,” he teased.
Patty took the lead and explained what they had done. They trained the operators on the importance of line uptime, they worked with Rita, States, and Eric to develop a plan to assure that there would be minimum unscheduled downtime. They had to order extra spare parts and solder paste to assure no stoppages due to parts or paste shortages. One obvious thing is that they would be using two times or more the normal amount of solder paste. The two lines in the high uptime experiment had an average of one change over per day, consistent with ACME’s business.
They also increased routine maintenance on all machines. Both this maintenance and added spares was an increased cost, but these costs were second order effects compared to the dramatic profit increases due to almost 70% uptime.
Preparation for the next three jobs for each line was meticulous, so that setup time was minimized. Feeder racks were used extensively in minimizing setup time for changeovers. In addition tape splicing was employed to minimize any assist time for component placement. States’ help was crucial in the component placement part of their efforts, Rob pointed out.
Patty went on to describe how Rita helped them in their efforts to develop minimum assist times for the stencil printing process. The reflow oven presented the least concerns in assist or unscheduled downtime.
The solder paste they selected was robust in that it had a very good response to pause, excellent tack, and minimal slump. The paste also had the best track record for minimizing defects like Head-in-Pillow and Graping. Eric also participated as an enthusiastic partner in the effort.
Patty mentioned that their colleague, Phil, had agreed to monitor uptime for two standard lines during the two month trial to compare downtime metrics to the high uptime experiment. These would be experimental “controls.”
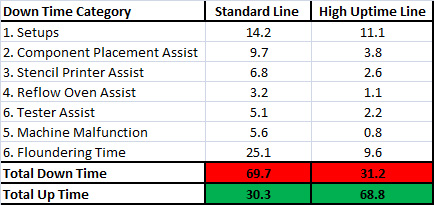 She then showed the uptime data for the two high uptime lines and Phil’s control lines. The control lines had ACME’s respectable 30% uptime, but the high uptime lines had almost 70% uptime. Rob went on to explain all of the things the team did to minimize downtime, most of it was common sense. Sam was especially interested in one downtime category.
She then showed the uptime data for the two high uptime lines and Phil’s control lines. The control lines had ACME’s respectable 30% uptime, but the high uptime lines had almost 70% uptime. Rob went on to explain all of the things the team did to minimize downtime, most of it was common sense. Sam was especially interested in one downtime category.
“What is floundering time?" Sam asked.
“That is time when the line is not operating due to some unplanned error,” Rob answered.
“Can you give an example?” asked Sam.
“Sure, you know how we have a quite organized approach to setups?” Rob responded.
“You mean our use of white boards to write down all of the things needed for the next 3 jobs on each line?” Sam came back.
“Yes, that is one of our biggest sources of floundering time,” Rob replied. He went on, “Someone will write that they have the stencil for the next job, when they just think they know where it is. When it comes time for that job the stencil cannot be found and an hour is lost.”
“Phil also noted a case where a job was finished on a line at 11:15AM, since lunch was at 12 noon, the changeover for the new job was not started until after lunch. Forty five minutes was lost, forever,” Patty added.
Sam gulped.
“So we are losing more than 25% uptime to ‘floundering?’” Sam weakly asked.
“According to the Professor, it’s endemic in the industry,” Patty interjected. “He coined the term, ‘Floundering time’,” she went on.
Sam then mentioned how the “bean counters” at ACME we really impressed with the two high uptime lines. ACME’s CEO wants a concerted effort to transition all of ACME’s assembly lines in North America to higher uptime performance. Manufacturing in North America would also mean no 2-4 weeks of transportation time from the Far East. Patty, Rob, and their “team” were to form a new group in ACME to do this. Patty would be the Director of the group.
As the meeting was about to close, Sam asked what surprises Patty and Rob had during this experiment.
Rob then shared, “It relates to floundering time. We found that even among the engineers, no one appreciated the value of one hour of production time. We asked a group of operators what an hour of production was worth and the figures ranged from $50 to $500 dollars. ACME runs two shifts at 30% uptime, that’s about 1500 hrs per year. Our typical line produces $30 million per year, that’s $20,000 per production hour. When we told the operators this, floundering time dropped significantly.”
Patty added, “The other thing we saw is that a “watchdog” is needed. If someone isn’t constantly watching things, floundering and assist times will go up. Since productivity is doubled with a high uptime line, the added cost of a watchdog is insignificant.”
Epilogue: The Sixty Minutes Segment was a great success. Patty was made Director of Corporate Productivity, but was also asked to manage Pete, who would take over her old group. No one seemed to worry that Patty was Rob’s boss, except maybe Rob!
Cheers,Dr. Ron