07 May 2022 by Dr. Ron Lasky | View Bio
Folks, some years ago I created a software tool, StencilCoach™, to calculate the stencil parameters to provide for an adequate amount of solder paste for the p...
Read More18 Jan 2021 by Jenny Gallery | View Bio
The assembly of medical devices uses a wide variety of alternative soldering processes, of which the most frequently used solder products include paste, preforms, wire, spheres, and flux. Precision solder is required for these wearable, implantable, and industrial devices as they must be of high-quality and high-reliability, and be long-lasting.
Read More23 Mar 2020 by Indium Corporation® | View Bio
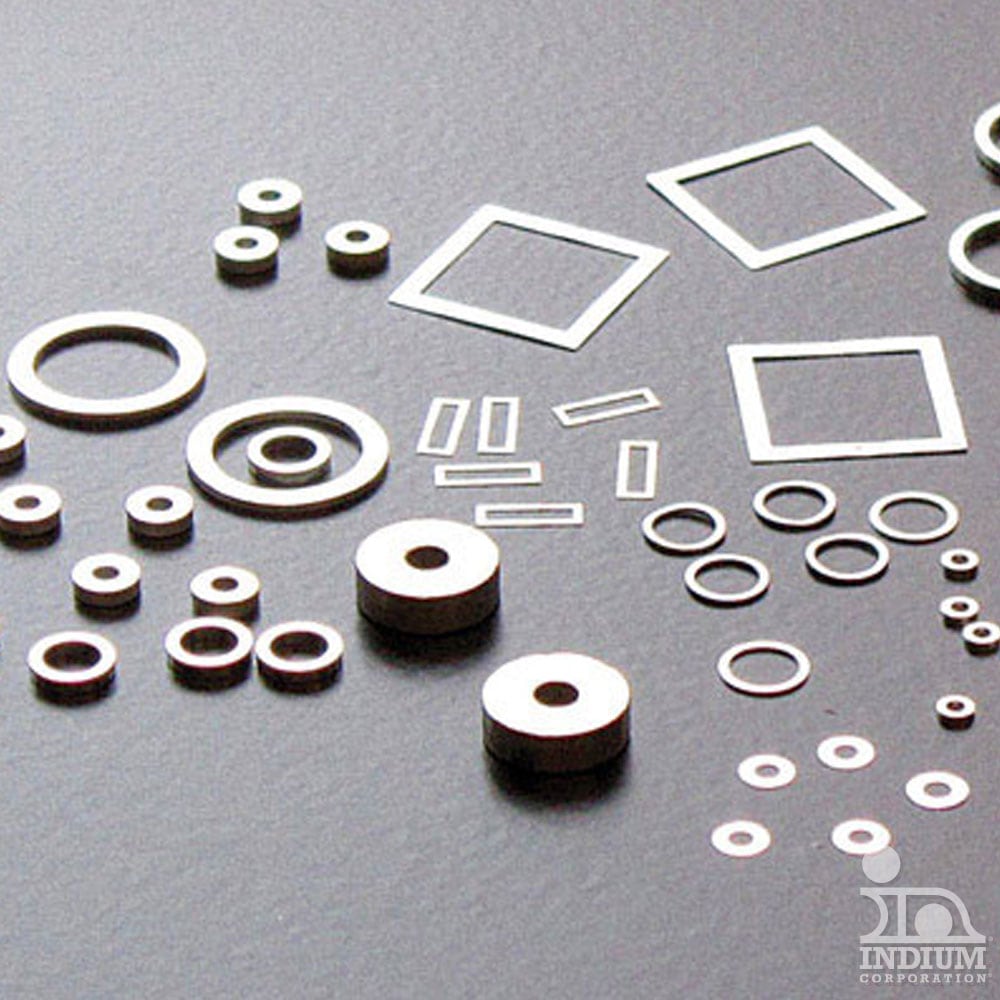
Missing dimensions can be resolved, but checking for this before sending the drawing can eliminate the time needed to solve the issue. Thorough drawings ensure you recieve your custome indium preforms sooner.
Read More11 Mar 2020 by Jenny Gallery | View Bio
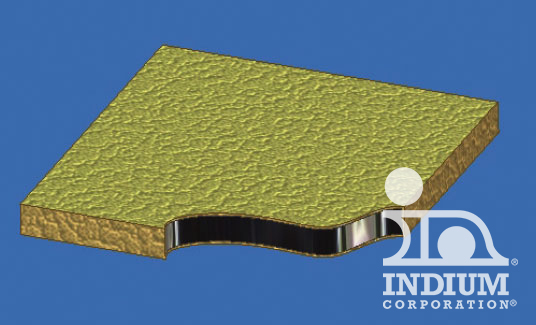
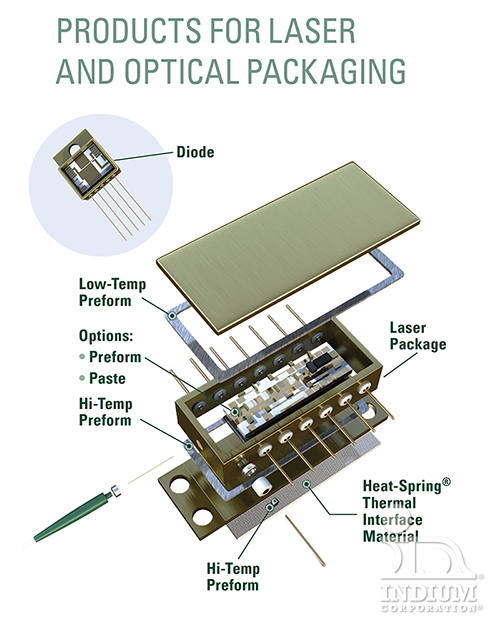
Indium Corporation has developed a thinner gold preform for high-output lasers, therefore improving the thermal transfer and operational efficiency of high-output lasers by reducing voiding, solder volume, and wicking up the die.
Read More09 Mar 2020 by Indium Corporation® | View Bio
Indium metal preforms need specialized packaging to ensure they arrive at your facility safetly and securely. Let us help you choose just the right package for your application.
Read More