
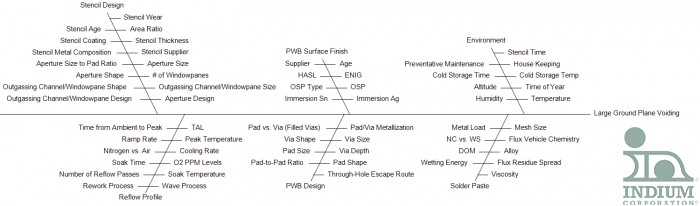
In a previous post I spoke about Large Ground Plane Voiding in Electronics Assembly and referred to a statistical tool called an Ishikawa Diagram. This tool helps map out a process and provide an excellent visual aid that helps show the potential defect causes and the effects the process variables can have. This particular Ishikawa Diagram displayed that reflow profile can have a large effect on voiding. Today I will dig into this area a bit further and talk about how we can minimize large ground plane solder voiding in electronic assembly with differences in reflow profile.
Other than the solder paste flux vehicle chemistry, the reflow profile is probably the second most critical aspect of the PWB manufacturing process that will help reduce BTC voiding. Every aspect of the reflow profile is important to optimize and, therefore, the optimization process may take some time to dial in for the specific application and components at which you are trying to reduce voiding.
The ramp rate and the time from ambient temperature to peak temperature can have an effect on how much and how quickly the flux volatiles outgas. A faster ramp rate will typically volatilize the flux solvent quicker and faster reducing the amount that is present during the liquidus stage of the profile. This can also be prolonged with a flat soak period although we have seen that a linear ramp rate will often work the best. If a soak profile is used, the temperature of the soak can have an effect on the volatilization of the flux solvents as well. Typically, a soak zone just below the liquidus point of the alloy is used with modern flux chemistries whereas, in the past, the soak started around 150˚C and was a more gradual ramp to liquidus. However, to simplify the reflow process and make user’s lives easier, Indium Corporation’s solder paste flux chemistries have typically been developed to run linear ramp to peak profiles.
The time above liquidus (TAL) and the peak temperature also have an effect. The longer the solder is molten the more time the flux volatiles have to escape the molten solder. However, this is a balancing act because it will also allow for more volatiles to outgas into the molten solder. Time and temperature also play a role in the wetting speed and wetting force of the solder. Typically, the more time the solder has to wet to the surface metallizations the less voiding there will be. Increased temperature helps with wetting, and voiding can typically be reduced with higher temperatures.
The reflow atmosphere and the number of heating cycles through which the assembly passes can affect the voiding performance. Is air or nitrogen being used? If nitrogen is being used, what is the PPM level of oxygen in the oven? Typically nitrogen will aid with wetting by eliminating further oxidation that would likely occur in the oven. Increased wetting will reduce voiding, so nitrogen atmospheres should present lower voiding percentages. This is not always the case but remember there are many other variables in play.
Of course BTC Voiding and the ability to reduce it will also depend on all of the other variables in the process. If you have forgotten any of them you can always go back and explore more.
The Technical Support Engineers at Indium Corporation have spent countless hours (they love a good party) tweaking reflow parameters to achieve optimal profiles for our solder pastes - with a vast array of differing variables in order to reduce BTC voiding. Obviously, with the wide variety of components and board finishes and process settings that could be used, they haven’t tried every possible scenario. However, they are certainly willing to help you with your specific application and process to improve your voiding performance to improve your yields and reduce your stress and time spent with voiding challenges. So, if you have a question, be sure to reach out to us.