
Solder paste is made to be reflowed in the SMT process. Exactly HOW that is done is critical to your success.
Included in the Product Data Sheet, among other things, are parameters which guide the customer in designing an SMT reflow profile. The data sheet gives general recommendations, for time above liquidus, peak temperature, and ramp rate.
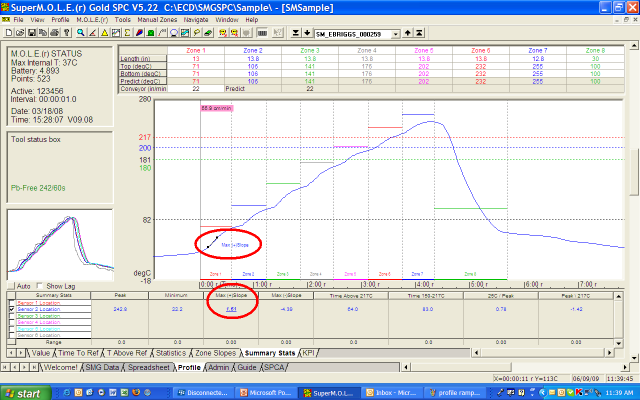
The reason for addressing this subject is that, often, there has been some confusion in regard to the difference between max slope (a category reported on most profiling software) and the ramp rate listed on a data sheet.
The max slope is very often attained in the first zone as the PCB moves from ambient temperature into the oven. In most cases the oven zone setting for the first zone is 100°C or better. The change in temperature between ambient and the first zone then is a minimum of 75°C (assuming 25°C as ambient) and so it’s easy to see that the greatest change in temperature (max slope) in most cases is typically found in the first zone
The focus of max slope is more from a component view point, to avoid thermal shock, usually 3°C/s is recommended as the upper limit
The ramp rate may be better described as the rate (change in temperature over time) from ambient (room temperature) to peak. And is more practically used in a ramp-to-spike type profile
From the view point of the solder paste, a low ramp rate is desired, usually 1-2°C/s. This gently evaporates volatiles and helps minimize solder defects such as solder balling, solder beading, and tombstoning. This rate becomes even more important as the solder paste deposit continually decreases in size – as we move to 0201’s and smaller and from 0.5mm pitch BGA’s. Due to this miniaturization, the emergence of a defect known as “graping” has also become fairly well known. The reflow process window is becoming very narrow and this attribute (ramp rate) has become as important as time above liquidus and peak temperature.
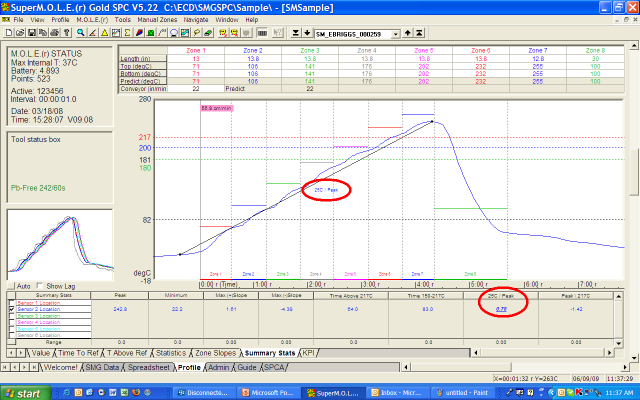
Note that in the graph above the “ramp rate” is actually measured as 0.75°C/s and is from ambient to peak temperature (not 1.61°C/s which is noted as the “max slope”)


