SIR testing—Surface and Insulation Resistance testing—has been around for a while. Why? (check out this blog!) And why might we want to use tests that are even more challengingthan the current standard J-STD-004B?
Well, on PCBAs,no matter the performance of a carefully selected and highly reliable solder alloy, itdoesn't mean very much if electrical current is travelling to places it shouldn't be. This can happen in a big way in a "short circuit" when metal ends up being where it shouldn't (caused by a dendrite, tin whisker, or solder bead), but it can be more subtle than that. A metal short circuit might have VERY low resistance, but flux residue alone can conduct—even if only a little bit—which reduces the resistance and hurts performance.
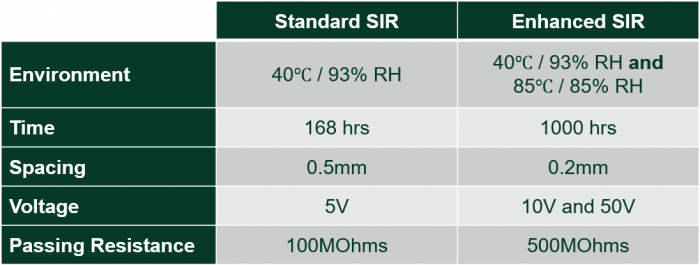
Okay, so we have no-clean fluxes that are designed to be non-conductive. We have process recommendations for those fluxes to help manufacturers use those fluxes. And, we have the J-STD-004B SIR test to prove that after using the recommended processes,the electrical resistance of the fluxes stays very high (over 100 megaOhms). So, what is this "enhanced" version of SIR?
Why are we testing to the more challenging conditions again?
- We test high-reliability materials such as Indium8.9HF to two different environmental conditions because we need to ensure good performance under a wide range of temperature and humidity conditions. While 40°C is a more "realistic" temperature for most electronics applications, high-reliability electronics may be required to survive much higher temperatures. The 85°C/85% RH environmental condition is drawn from the earlier J-STD-004A test design.
- Extending the SIR test time to 1000hrs is critical for electronics with long expected lifetimes, in particular automotive electronics. By extending the testing period to 1000hrs (6 weeks!), we can be confident that there are no changes in performance over time. Plus, the extra time helps us confirm there are no delayed reactions.
- Smaller spaces between conductive lines means it is easier for current to leak between the traces. As components have gotten smaller and smaller over the years, we need to make sure our flux vehicles can handle that challenge.
- Testing to higher voltages is very imporant when there are new assemblies such as those for electronic vehicles using higher voltages for mission critical electronics.
- And finally, simply having ahigher passing standard can provide for peace of mind and a greater process window when designing for high reliability.
If you have any questions about SIR performance and testing, please reach out to me or any of the Indium Corporation team.


