Otimização SMT para o sucesso na impressão de depósitos ultrafinos de pasta de solda
A indústria SMT aceita amplamente que ~60% dos defeitos de solda ocorrem na impressora de estêncil. A Figura 1 (em baixo) apresenta um diagrama de Ishikawa muito preenchido que ilustra a razão pela qual isto acontece. Existe simplesmente uma grande variedade de variáveis que influenciam o resultado.
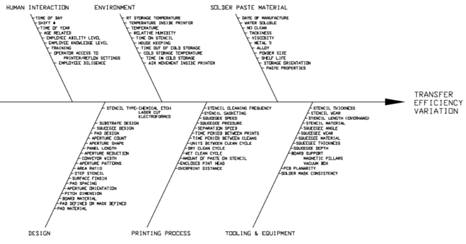
Figura 1.
Gostaria de utilizar uma expressão frequentemente associada ao desporto: "voltar aos fundamentos (ou ao básico)". Esta expressão é frequentemente utilizada por um treinador quando um indivíduo ou uma equipa começa a apresentar uma má execução de competências fundamentais. Esta expressão também pode ser utilizada no mundo da TMS. Não é necessariamente porque perdemos a noção dos fundamentos e nos tornámos um pouco desleixados no nosso jogo, mas porque as regras do jogo mudaram à medida que continuamos no caminho da miniaturização. Um processo SMT que pode ter funcionado sem defeitos durante anos pode subitamente vacilar quando confrontado com o processamento de componentes muito pequenos.
Nas próximas publicações do blogue, abordarei uma série de variáveis e darei sugestões sobre como melhorar as taxas de sucesso, especialmente no que diz respeito a depósitos de solda de caraterísticas finas.
O manuseamento e armazenamento da pasta de soldadura é o primeiro desta série.
 |
|
Figura 2.
A importância do armazenamento e manuseamento armazenamento e manuseamento da pasta de solda. A pasta de solda tem uma data de validade e é classificada como um material perecível; vou relacionar isto com um galão de leite. Curiosamente, pode ser feita uma analogia comparável: "Quanto tempo posso deixar um galão de leite no balcão antes de se estragar?" É importante notar que, mesmo refrigerado, a dada altura tanto o leite como a pasta de solda se "estragarão" (para além do prazo de validade). No que diz respeito à pasta de solda, o fluxo está sempre a "trabalhar", mesmo quando refrigerado, removendo os óxidos superficiais das partículas de pó de solda dentro da própria pasta de solda. A reação é muito mais lenta quando refrigerada, mas ocorre mesmo assim. O subproduto desta reação é um sal de metal pesado, resultando num aumento da viscosidade da pasta de solda e numa diminuição da atividade do fluxo disponível. A "deterioração" da pasta de solda resulta numa má rolagem da pasta no estêncil e no subsequente preenchimento da abertura, bem como na diminuição da atividade do fluxo durante o refluxo.
Voltando à nossa analogia do leite, uma vez retirado do frigorífico, quanto tempo pode ser deixado no balcão antes de se estragar? Esta questão não pode ser respondida com uma resposta única para todos os casos. Há uma série de variáveis a considerar: quanto falta para a data de validade (quanto mais próximo estiver da data de validade, mais depressa se estragará); qual a quantidade contida no recipiente (um recipiente cheio demorará mais tempo a estragar-se do que um recipiente com apenas um pouco de leite); quanto tempo foi deixada a tampa fora do recipiente, permitindo que o conteúdo ficasse exposto ao ar; quantas vezes foi retirada a tampa; foi contaminado com material estranho ou antigo? (por exemplo, adicionar novamente pasta antiga ao mesmo recipiente com a pasta fresca não utilizada no frasco); temperatura ambiente?; e humidade?; para citar alguns. Qualquer combinação destes factores faz com que o conteúdo se "estrague" a uma velocidade ainda maior.
Devo mencionar que a analogia com o leite falha em alguns aspectos. Colocar o leite dentro e fora do frigorífico ajuda a retardar o processo de deterioração do leite, mas na verdade acelera o processo de "deterioração" da pasta de solda. Em segundo lugar, é imperativo que a pasta de solda seja descongelada até à temperatura ambiente antes de ser utilizada. Em ambos os casos, a condensação é o problema (ver Figura 2 da lata de refrigerante). Se a pasta de solda não for levada à temperatura ambiente antes de abrir o recipiente, a humidade condensar-se-á na pasta de solda, exatamente como vemos num recipiente de leite ou numa lata de refrigerante que é retirada do frigorífico. Esta humidade acelera o processo de "deterioração" das pastas de solda. O descongelamento incorreto, como colocar a pasta de solda no parapeito de uma janela à luz do sol ou em cima de um forno, também acelera o processo de deterioração.
Em resumo, o manuseamento da pasta de solda constitui uma analogia bastante boa com o leite. A deterioração da pasta de solda afecta a capacidade da pasta de solda "rolar" no estêncil (ou a capacidade de dispensa para aplicações de dispensa de seringa), dificultando assim a capacidade da pasta de solda para preencher as aberturas do estêncil, resultando em depósitos de pasta insuficientes nas almofadas PWB. O fluxo disponível, quando necessário, também diminui, uma vez que a atividade do fluxo é "consumida" nesta reação química; há menos atividade de fluxo para superar os desafios do perfil de refusão. Com a diminuição do fluxo durante o refluxo, a pasta de solda é ainda mais desafiada a superar defeitos de solda que são sensíveis à oxidação, como graping, head-in-pillow e solder balling. Este desafio é ainda mais evidente à medida que o depósito de pasta de solda se torna cada vez mais pequeno.
Fique atento à minha próxima parte. Leia a Parte 2 aqui.
Ed Briggs


