
Products
Solder Preforms
Solder preforms are the most universal form of soldering material, engineered to solve unique sealing and thermal management challenges in widely varying industries. As the world’s largest solder preform manufacturer, Indium Corporation relies on best-in-class technical support, extensive research, and development expertise to help solve your assembly challenges.
Powered by Indium Corporation
- Precision
- Purity
- Performance

Product Overview
Wide Range of Alloy Options
Available as a pure metal or metal alloy, solder preform are designed to reach liquidus at a certain temperature and provide specific mechanical and thermal properties. With over 300 standard alloys available, with melting temperatures as low as 47°C and as high as 1,063°C. Check out our solder alloy selector guide to help you find the right alloy for your application.
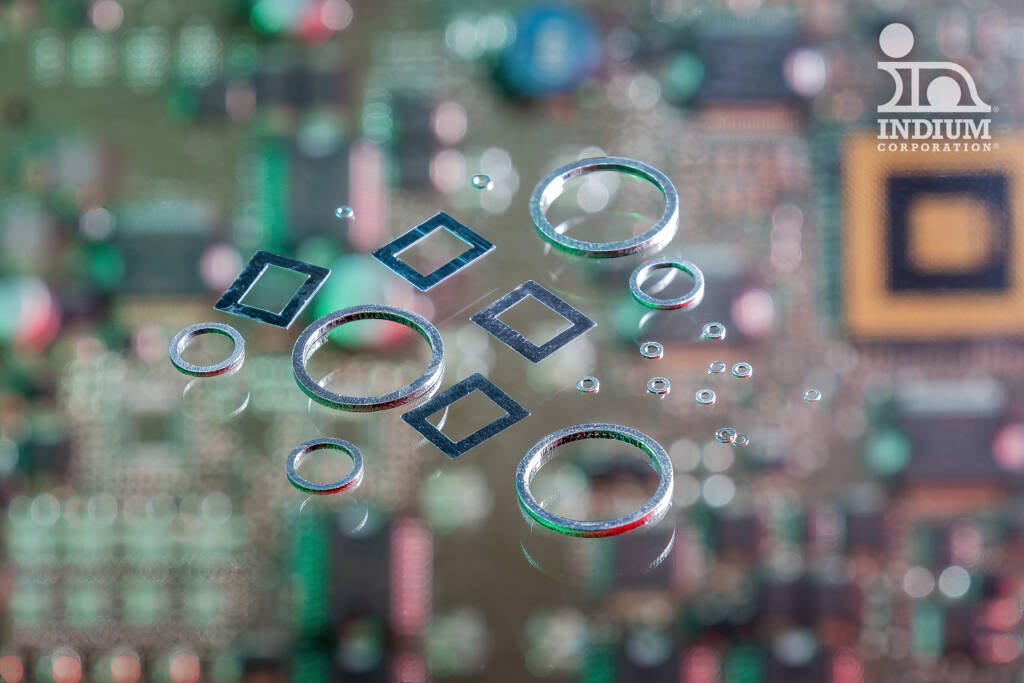
Variety of Shapes and Sizes
Standard preform shapes include rectangles, squares, discs, frames, tubes, and washers. Solder preforms can also be made into “special” shapes, customized to customers’ specifications. Typical sizes range from .010″ (.254mm) up to 2″ (50.8mm). Smaller and larger sizes, as well as custom shapes, are also available.
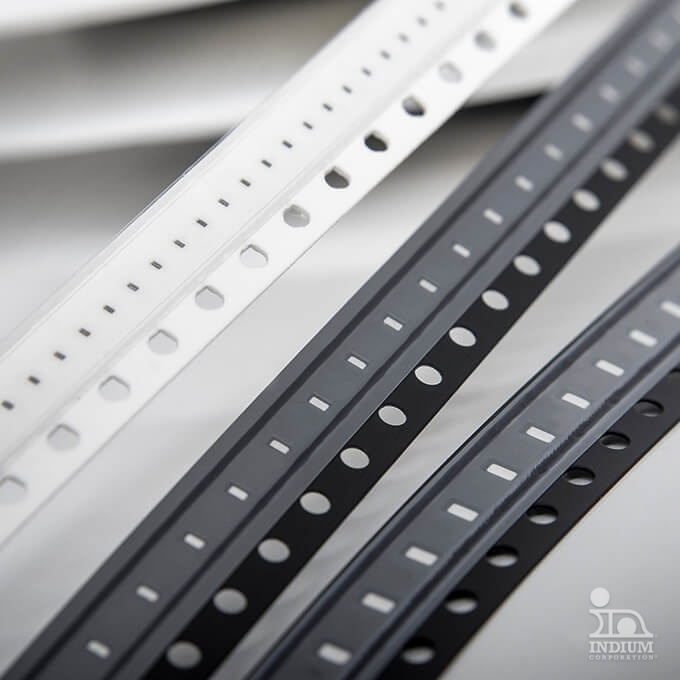
Preform Flux Coating
Indium Corporation’s proprietary flux coating process for solder preforms applies a uniform, consistent amount of flux to each solder preform, providing a repeatable, low-void solder joint every time. Flux coated preforms eliminate the need for manual fluxing, reducing process steps and offering a lower cost assembly process. Flux coating on the solder preforms can range from mild to strong, depending on the metallization’s being joined and the oxide levels on the metallizations being joined.
Tolerances
Precision matters to ensure an accurate volume of solder. We offer both standard- and high-precision tolerances that will meet your design needs and assembly challenges.
Features
Discover our global reach and trusted expertise in solder preform manufacturing and support. With four manufacturing sites worldwide, a vast tooling library, and certifications for quality and safety, we are equipped to meet your most demanding assembly needs.
Global Manufacturing & Global Support
Four solder preform manufacturing sites globally— United States, China, and Malaysia—supported by 50 engineers.
10k+ Standard Tools
The largest solder preform tooling library in the world, made in-house for quick introduction to market.
>30 equipment partners
Over 30 equipment partners to provide total assembly solutions.
Trusted and Proven Quality
ISO9001, IATF 16949, ISO14001, and OSHAS 18001 certified.
Solder Preform Products
The possibilities are endless with solder preforms. Combined with our latest innovations, technical support, and quick-turn manufacturing processes, your project is set up for success.

Preform Alloys
SOLDER PREFORMS Preform Alloys Solder preforms come…

Gold Alloy Preforms
High-performance precision gold preforms with eutectic and…

Flux-Coated Preforms
Avoid manual fluxing and excuse residue with…
PCB Assembly Preforms
Preforms that boost volume for reliable fine-pitch…
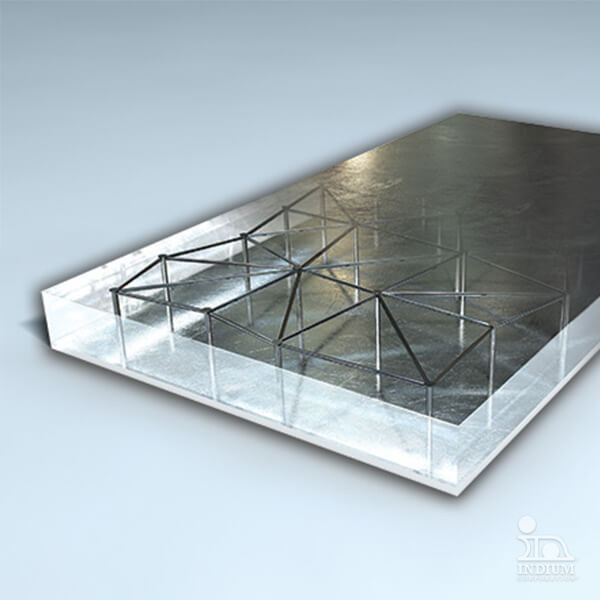
Reinforced Preforms
InFORMS® reinforced solder preforms enhance joint reliability…
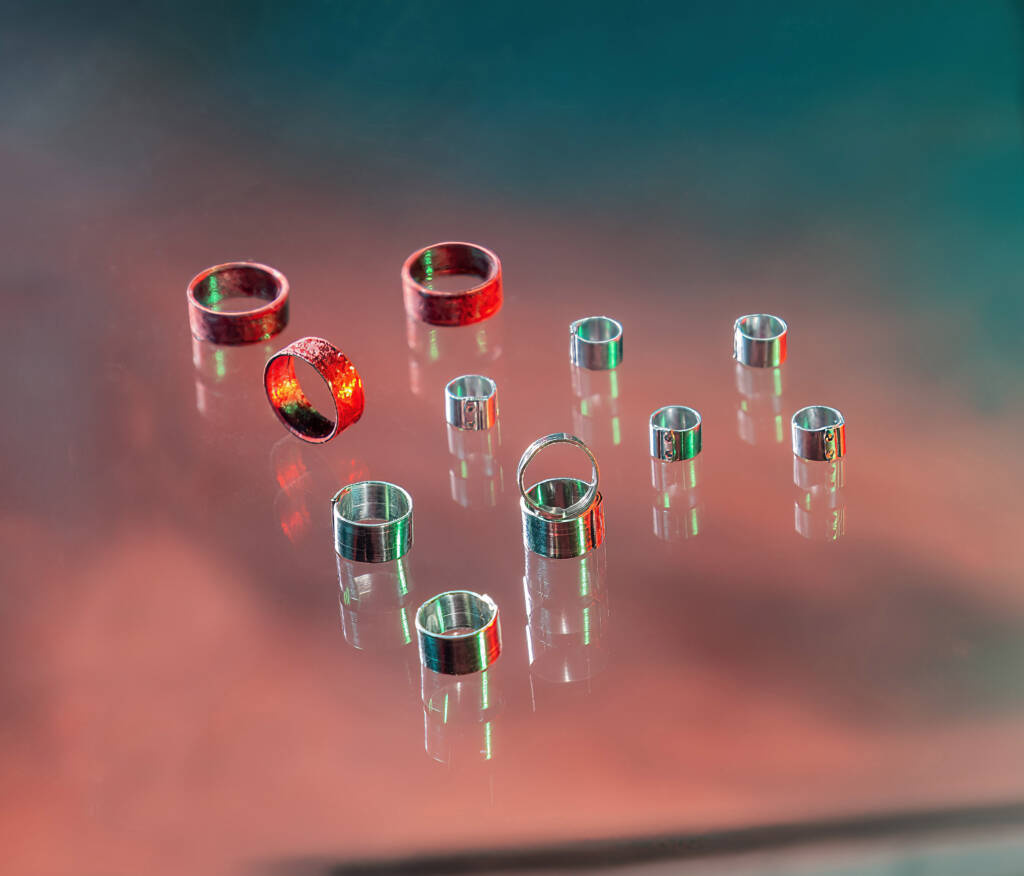
Tubes
Precision solder tubes for customizable heat shrink…
Washers
Solder washers for reliable connections in many…
Related Applications
Solder preforms are available for use in a variety of applications.

Sealing: Cryogenic and Hermetic
Low temperature liquid & fusible alloys for…
Package-Attach
Wide selections to address the challenges in…
PCB Assembly
Proven and cutting-edge materials for PCB assembly…
Thermal Management
Thermal solutions for HPC ensuring reliability and…

Connector and Cable Assembly
Solder tubes and washers for precision in…
Related Markets
Indium Corporation has built a reputation for solving challenges across sectors including automotive to aerospace, medical, military, telecommunications, networking infrastructure, mobile devices, and high-performance computing. Since 1934, our success—as well as that of our customers—has been guided by the philosophy that the premium design, application, and service of advanced materials can change the world.


Expert Support for Reliable Results
Do you have technical questions or sales inquiries? Our dedicated team is here to help. “From One Engineer to Another®” isn’t just our motto—it’s our commitment to delivering exceptional service. We’re ready when you are. Let’s connect!

Looking for Safety Data Sheets?
Access everything you need — from technical specifications to application guidance — in one convenient location.

Your Success
is Our Goal
Optimize your processes with the latest materials, technology, and expert application support. It all starts by connecting with our team.