Đây là bài viết cuối cùng trong loạt bài viết thảo luận về Solder Preforms được gia cố để có độ tin cậy cao và ít bị rỗng. Bài viết này sẽ tập trung vào kết quả của DOE để tìm hiểu xem chúng tôi có thực sự Tránh được Void® hay không.
Khi phân tích dữ liệu rỗng từ DOE, có một số khác biệt rõ ràng có thể nhận dạng được giữa các thiết kế phôi hàn gia cố. Tóm tắt dữ liệu được hiển thị bên dưới.
Đối với loại stand-off, hai ký tự đầu tiên (LM hoặc SM) đề cập đến lượng khoảng cách. Hai ký tự thứ hai đề cập đến lượng stand-off (04 là 0,004″ và 08 là 0,008″). Tất cả các thiết kế đều thể hiện tỷ lệ rỗng trung bình dưới 10%!! Năm trong số các thiết kế không có bất kỳ điểm dữ liệu nào vượt quá mốc 10%. Phân tích sâu hơn đã được thực hiện để xác định ý nghĩa của các thuộc tính cụ thể. Trong phân tích thống kê này, nếu giá trị P nhỏ hơn 0,05, thì giá trị trung bình của ít nhất một trong các yếu tố sẽ khác biệt về mặt thống kê.
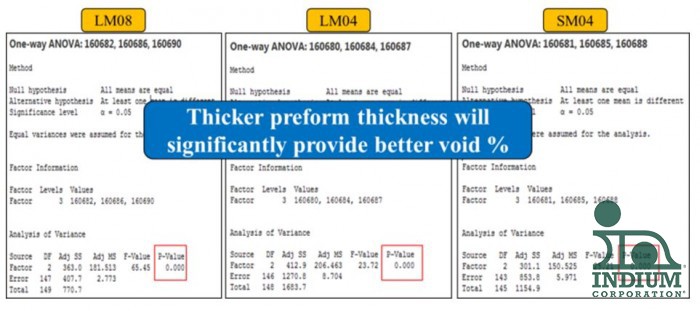
Khi xem xét tác động của độ dày tổng thể của phôi, chúng tôi đã cô lập loại chênh lệch; do đó, chúng tôi đã xem xét riêng các tập dữ liệu LM04, LM08 và SM04. Trong mọi trường hợp, độ dày tổng thể của phôi cao hơn dẫn đến ít lỗ rỗng hơn. Tóm tắt của phân tích này được trình bày ở bên dưới .
Các lỗ rỗng thoát ra khỏi mối hàn nóng chảy do sức căng bề mặt bằng cách ép chúng vào chu vi. Kim loại chưa nóng chảy trong mối hàn nóng chảy có thể cản trở đường thoát của các lỗ rỗng này. Bằng cách có nhiều mối hàn hơn, các lỗ rỗng có thể thoát ra xung quanh ma trận kim loại trước khi mối hàn bị sụp đổ hoàn toàn.
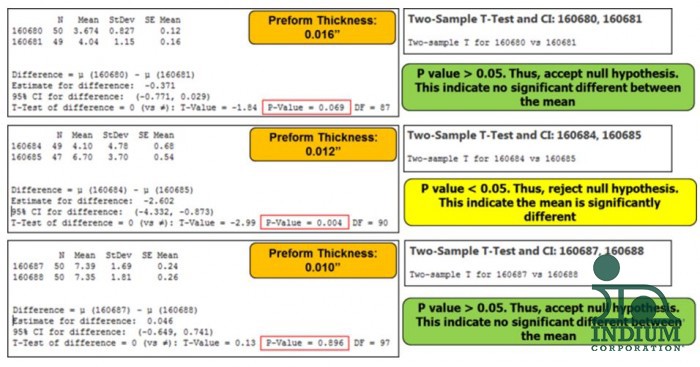
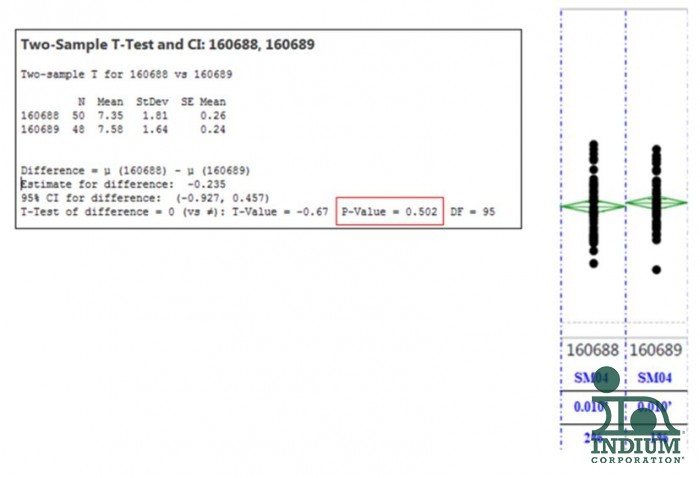
Khi khám phá mật độ đóng gói của vật liệu cách ly, sự khác biệt về khoảng trống giữa SM và LM đã được kiểm tra riêng cho từng độ dày phôi tổng thể. Phân tích này được tóm tắt dưới đây.
Kết quả ở đây không rõ ràng. Đối với phôi dày 0,016″ và 0,010″, mật độ đóng gói không ảnh hưởng đáng kể đến hiệu suất rỗng. Đối với độ dày 0,012″, sản phẩm SM tốt hơn về mặt thống kê so với LM. Dựa trên những kết quả này, không thể khẳng định chắc chắn rằng mật độ đóng gói có bất kỳ ảnh hưởng nào đến độ rỗng. Dữ liệu cho thấy rằng, nhiều nhất, yếu tố này chỉ là một yếu tố nhỏ góp phần vào độ rỗng.
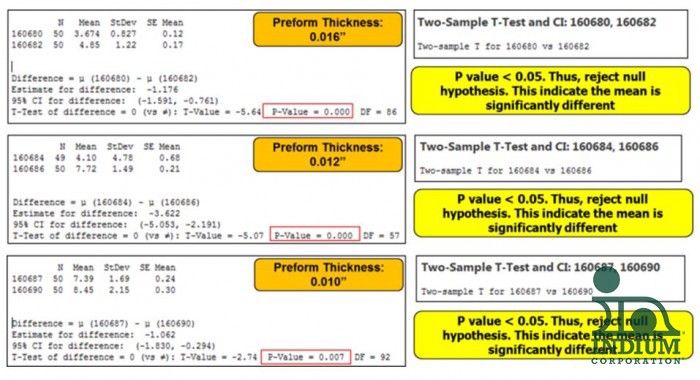
Độ dày của lớp cách điện cũng được kiểm tra. Trong trường hợp này, LM04 được so sánh với LM08 cho mỗi độ dày của phôi. Đối với mọi độ dày của phôi, lớp cách điện cao hơn (08) luôn dẫn đến độ rỗng cao hơn có ý nghĩa thống kê. Điều này cũng có thể được giải thích liên quan đến vật liệu cách điện rắn cản trở sự thoát ra của các lỗ rỗng. Vì vật liệu 08 dày hơn, nên sẽ có nhiều thể tích kim loại cách điện tổng thể hơn được nhúng vào phôi so với vật liệu 04. Vật liệu rắn hơn có khả năng cản trở khả năng các lỗ rỗng thoát ra khỏi mối hàn nóng chảy. Tóm tắt như sau.
Tham số cuối cùng được phân tích trong nghiên cứu này là tỷ lệ phần trăm thông lượng. Dựa trên tính chất hóa học của quá trình loại bỏ oxit và bay hơi, dự kiến rằng thông lượng càng cao thì càng tạo ra nhiều lỗ rỗng. Về cơ bản, khi sản phẩm trải qua quá trình nung chảy lại, thông lượng sẽ loại bỏ các oxit trên bề mặt kim loại. Quá trình loại bỏ oxit đó tạo ra một số hơi. Ngoài ra, có các thành phần không hoạt động trong thông lượng sẽ bay hơi ở nhiệt độ cao. Cả hai thuộc tính thông lượng này đều có thể khiến hơi bị giữ lại trong mối hàn nóng chảy. Tuy nhiên, nghiên cứu trong nghiên cứu này không cho thấy bất kỳ sự khác biệt đáng kể nào giữa thông lượng 1% và 2%. Người ta chỉ có thể suy đoán rằng có lẽ sự khác biệt 1% về thông lượng là không đủ để tác động đến quá trình tạo lỗ rỗng. Đây là một lĩnh vực mà chúng ta có thể thực hiện thêm công việc.
Tóm lại, các nghiên cứu được thực hiện trên phôi hàn gia cố cho thấy chúng có thể giúp cải thiện độ tin cậy của mối hàn bằng cách cung cấp đường liên kết mối hàn nhất quán. Công trình này cũng cho thấy độ dày cuối cùng của phôi, mật độ đóng gói của vật liệu cách điện và độ dày của cách điện đều có thể được điều chỉnh để tác động đến lượng lỗ rỗng trong mối hàn. Thông qua thiết kế tối ưu của phôi hàn gia cố, rõ ràng là công nghệ này có thể tạo ra mối hàn có độ tin cậy cao, lỗ rỗng thấp. Công nghệ này có lẽ cần thiết hơn khi xử lý các thành phần nặng hơn, trong đó mối hàn có thể bị sụp đổ quá mức nếu không được kiểm soát. Công nghệ này, được xây dựng trong cách điện mà không phát sinh các bước xử lý bổ sung (chẳng hạn như khâu liên kết dây để kiểm soát sự sụp đổ của mối hàn) có thể tiết kiệm thời gian và tiền bạc cho người lắp ráp.
Hẹn gặp lại lần sau,
Ađam


