Este es el último de una serie de artículos que tratan sobre las preformas de soldadura reforzadas para una alta fiabilidad y un bajo nivel de voiding. Este artículo se centrará en los resultados de nuestro DOE para averiguar si, de hecho, evitamos el Void®.
Al analizar los datos de vaciado del DOE, se observaron algunas diferencias claramente identificables entre los diseños de preformas de soldadura reforzadas. A continuación se muestra un resumen de los datos.
Para el tipo de separación, los dos primeros caracteres (LM o SM) se refieren a la cantidad de separación. Los dos segundos caracteres se refieren a la cantidad de separación (04 es 0,004″ y 08 es 0,008″). Todos los diseños presentaban un porcentaje medio de huecos inferior al 10%. Cinco de los diseños no tenían ningún punto de datos por encima de la marca del 10%. Se realizaron análisis adicionales para determinar la importancia de atributos específicos. En este análisis estadístico, si el valor P es inferior a 0,05, la media de al menos uno de los factores es estadísticamente diferente.
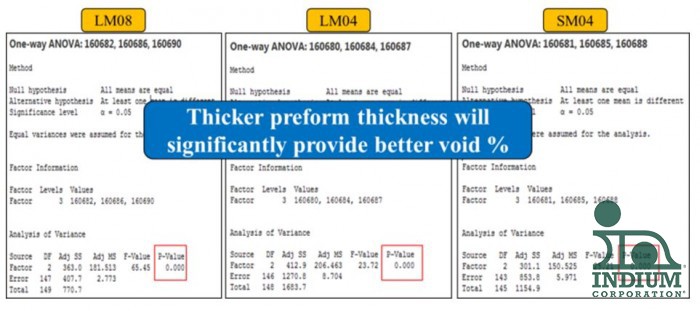
Al analizar el impacto del grosor total de la preforma, aislamos el tipo de separación; por lo tanto, analizamos los conjuntos de datos LM04, LM08 y SM04 por separado. En todos los casos, un mayor grosor total de la preforma se tradujo en un menor vaciado. El resumen de este análisis se muestra a continuación.
Los huecos escapan de la soldadura fundida debido a la tensión superficial forzándolos hacia el perímetro. El metal no fundido en la soldadura fundida podría impedir la salida de estos huecos. Al disponer de más soldadura, los huecos pueden escapar alrededor de la matriz metálica antes del colapso completo de la unión soldada.
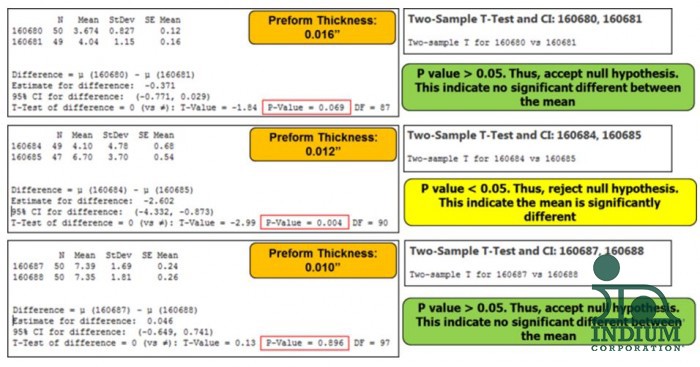
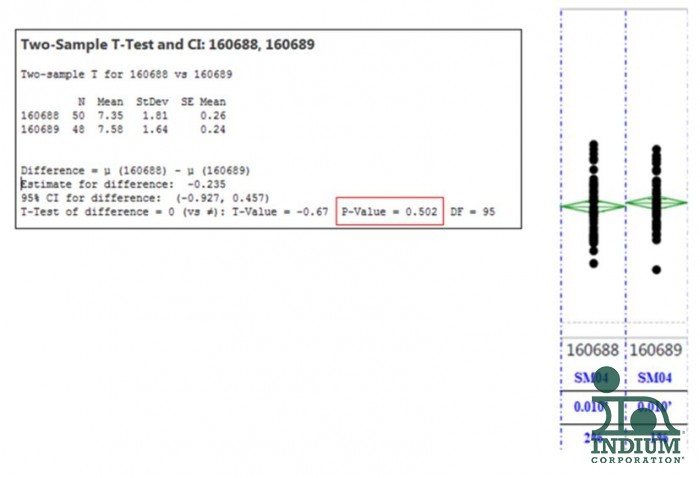
Al explorar la densidad de empaquetamiento del material de separación, se examinaron individualmente las diferencias de huecos entre SM y LM para cada espesor total de preforma. Este análisis se resume a continuación.
En este caso, los resultados no son tan claros. En el caso de las preformas de 0,016″ y 0,010″ de espesor, la densidad de empaquetamiento no influyó significativamente en el rendimiento del vacío. Para el espesor de 0,012″, el producto SM fue estadísticamente mejor que el LM. Basándose en estos resultados, no se puede afirmar de forma concluyente que la densidad de empaquetado influya en el vaciado. Los datos sugieren que, como mucho, este factor sólo contribuiría en menor medida al vaciado.
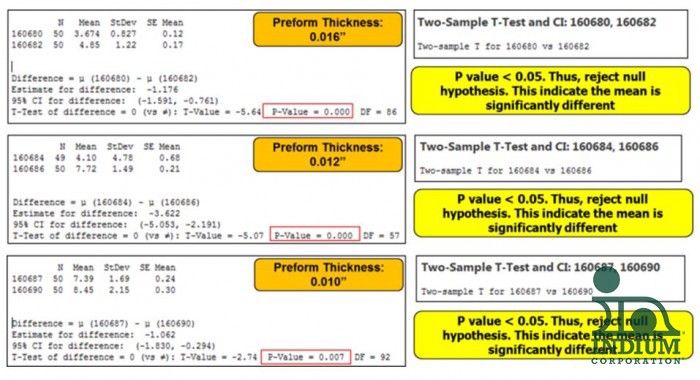
También se examinó el grosor del separador. En este caso, se comparó el LM04 con el LM08 para cada uno de los espesores de preforma. Para todos los espesores de preforma, el mayor espesor de separación (08) siempre dio lugar a un mayor vaciado estadísticamente significativo. Esto también puede explicarse en relación con el material de separación sólido que impide el escape de los vacíos. Dado que el material 08 es más grueso, habría más volumen total de metal de separación incrustado en la preforma en comparación con el material 04. Más material sólido tiene el potencial de impedir la salida de los huecos. Más material sólido tiene el potencial de impedir la capacidad de los huecos para escapar de la soldadura fundida. A continuación se presenta un resumen.
El último parámetro analizado en este estudio fue el porcentaje de flujo. Basándose en la química de la eliminación de óxidos y la volatilización, se espera que un mayor porcentaje de fundente produzca un mayor vacío. Básicamente, a medida que el producto pasa por reflujo, el fundente elimina los óxidos de las superficies metálicas. Ese proceso de eliminación de óxido crea algo de vapor. Además, hay ingredientes no activos en el fundente que se volatilizarán a temperaturas elevadas. Ambos atributos del fundente podrían provocar que el vapor quedara atrapado en la soldadura fundida. Sin embargo, el trabajo de este estudio no mostró ninguna diferencia significativa entre el 1% y el 2% de fundente. Sólo se puede especular con la posibilidad de que la diferencia del 1% en el fundente no fuera suficiente para afectar al vaciado. Este es un campo en el que se podría seguir trabajando.
En resumen, los estudios realizados sobre preformas de soldadura reforzadas muestran que pueden ayudar a mejorar la fiabilidad de las uniones soldadas al proporcionar una línea de unión de soldadura consistente. El trabajo también demuestra que el grosor final de la preforma, la densidad de empaquetamiento del material de separación y el grosor de la separación pueden ajustarse para influir en la cantidad de huecos en la unión soldada. Mediante un diseño optimizado de la preforma reforzada, está claro que esta tecnología puede producir uniones soldadas de alta fiabilidad y baja opacidad. Esta tecnología es probablemente más necesaria cuando se trata de componentes más pesados en los que el colapso de la unión soldada podría ser excesivo si no se controla. Esta tecnología, que incorpora la separación sin incurrir en pasos adicionales del proceso (como el cosido de la unión con alambre para controlar el colapso de la soldadura), puede ahorrar tiempo y dinero a los ensambladores.
Hasta la próxima,
Adam


