Dies ist der letzte Beitrag in einer Reihe von Beiträgen, die sich mit verstärkten Lotvorformlingen für hohe Zuverlässigkeit und geringe Lunkerbildung befassen. In diesem Beitrag geht es um die Ergebnisse unserer DOE, mit der wir herausfinden wollten, ob es uns tatsächlich gelungen ist , The Void® zu vermeiden.
Bei der Analyse der Entformungsdaten aus der DOE gab es einige deutlich erkennbare Unterschiede zwischen den verstärkten Lotvorformlingen. Eine Zusammenfassung der Daten ist unten dargestellt.
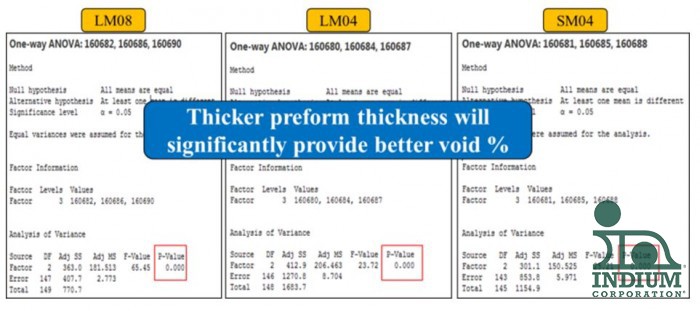
Bei der Abstandsart beziehen sich die ersten beiden Zeichen (LM oder SM) auf den Abstand. Die zweiten beiden Zeichen beziehen sich auf die Höhe des Abstands (04 ist 0,004″ und 08 ist 0,008″). Alle Muster wiesen einen durchschnittlichen Hohlraumanteil von weniger als 10 % auf ! Fünf der Entwürfe wiesen keine Datenpunkte über der 10 %-Marke auf. Weitere Analysen wurden durchgeführt, um die Signifikanz bestimmter Attribute zu bestimmen. Bei dieser statistischen Analyse bedeutet ein P-Wert von weniger als 0,05, dass der Mittelwert von mindestens einem der Faktoren statistisch unterschiedlich ist.
Bei der Betrachtung des Einflusses der Gesamtdicke der Vorformlinge haben wir die Art des Abstands isoliert; daher haben wir die Datensätze LM04, LM08 und SM04 getrennt betrachtet. In jedem Fall führte eine höhere Gesamtdicke der Vorformlinge zu einer geringeren Entleerung. Die Zusammenfassung dieser Analyse ist im Folgenden dargestellt.
Hohlräume entweichen aufgrund der Oberflächenspannung aus dem geschmolzenen Lot, indem sie an den Rand gedrängt werden. Ungeschmolzenes Metall im geschmolzenen Lot könnte den Weg für das Entweichen dieser Hohlräume behindern. Wenn mehr Lot zur Verfügung steht, können die Hohlräume um die Metallmatrix herum entweichen, bevor die Lötstelle vollständig kollabiert.
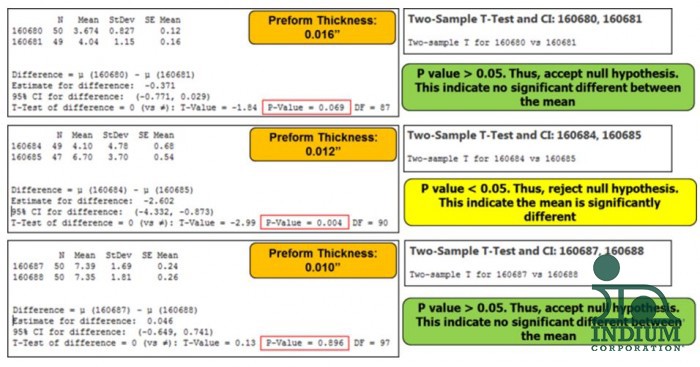
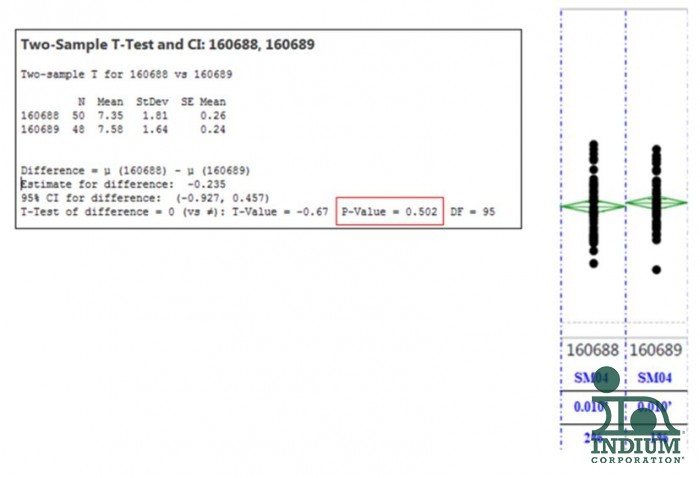
Bei der Untersuchung der Packungsdichte des Abstandsmaterials wurden die Hohlraumunterschiede zwischen SM und LM für jede Gesamtdicke des Vorformlings einzeln untersucht. Diese Analyse wird im Folgenden zusammengefasst.
Die Ergebnisse sind hier nicht so eindeutig. Bei den 0,016″- und 0,010″-dicken Vorformlingen hatte die Packungsdichte keinen signifikanten Einfluss auf die Porenleistung. Bei der 0,012″-Dicke war das SM-Produkt statistisch gesehen besser als das LM-Produkt. Ausgehend von diesen Ergebnissen kann nicht schlüssig festgestellt werden, dass die Packungsdichte einen Einfluss auf die Porenbildung hat. Die Daten deuten darauf hin, dass dieser Faktor allenfalls einen geringen Anteil an der Hohlraumbildung hat.
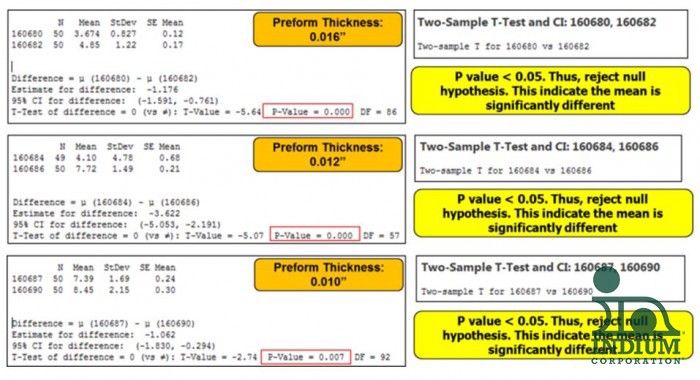
Auch die Dicke des Abstands wurde untersucht. In diesem Fall wurde LM04 mit LM08 für jede der Vorformlingsdicken verglichen. Bei jeder Vorformlingsdicke führte der höhere Abstand (08) immer zu einer statistisch signifikant höheren Hohlraumbildung. Dies lässt sich auch damit erklären, dass das massive Abstandsmaterial das Entweichen der Hohlräume behindert. Da das 08-Material dicker ist, ist insgesamt mehr Metall in die Vorform eingebettet als beim 04-Material. Mehr festes Material kann das Entweichen des geschmolzenen Lots aus den Hohlräumen behindern. Eine Zusammenfassung finden Sie unten.
Der letzte Parameter, der in dieser Studie analysiert wurde, war der Flussmittelanteil. Ausgehend von der Chemie der Oxidentfernung und der Verflüchtigung wird erwartet, dass mehr Flussmittel zu mehr Fehlstellen führt. Wenn das Produkt den Reflow-Prozess durchläuft, entfernt das Flussmittel die Oxide von den Metalloberflächen. Bei diesem Prozess der Oxidentfernung entstehen Dämpfe. Außerdem enthält das Flussmittel nicht aktive Bestandteile, die sich bei höheren Temperaturen verflüchtigen. Beide Eigenschaften des Flussmittels können dazu führen, dass Dampf im geschmolzenen Lot eingeschlossen wird. Die Arbeit in dieser Studie zeigte jedoch keinen signifikanten Unterschied zwischen 1 % und 2 % Flussmittel. Es kann nur spekuliert werden, dass vielleicht der 1 %ige Unterschied im Flussmittel nicht ausreicht, um die Lunkerbildung zu beeinflussen. Dies ist ein Bereich, in dem weitere Arbeiten durchgeführt werden könnten.
Zusammenfassend zeigen Studien zu verstärkten Lötvorformen, dass sie dazu beitragen können, die Zuverlässigkeit von Lötstellen zu verbessern, indem sie eine konsistente Lötstellen-Bondlinie gewährleisten. Die Arbeit zeigt auch, dass die endgültige Dicke der Vorform, die Packungsdichte des Abstandsmaterials und die Dicke des Abstands allesamt angepasst werden können, um die Menge der Lunker in der Lötstelle zu beeinflussen. Durch ein optimiertes Design der verstärkten Vorform wird deutlich, dass mit dieser Technologie hochzuverlässige Lötstellen mit geringer Lunkerbildung hergestellt werden können. Diese Technologie ist wahrscheinlich eher notwendig, wenn es um schwerere Bauteile geht, bei denen die Lötstellen übermäßig kollabieren könnten, wenn sie nicht kontrolliert werden. Diese Technologie, bei der der Abstand eingebaut wird, ohne dass zusätzliche Prozessschritte erforderlich sind (wie z. B. Drahtbondnähte zur Kontrolle des Zusammenbruchs der Lötstelle), kann den Bestückern Zeit und Geld sparen.
Bis zum nächsten Mal,
Adam


