这是讨论高可靠性和低空洞问题的强化焊料预型件系列文章的最后一篇。本篇文章将重点介绍我们的 DOE 结果,以了解我们是否真的做到了Avoid The Void®。
在分析 DOE 的失效数据时,可以明显看出增强型焊料瓶坯设计之间存在一些差异。数据摘要如下。
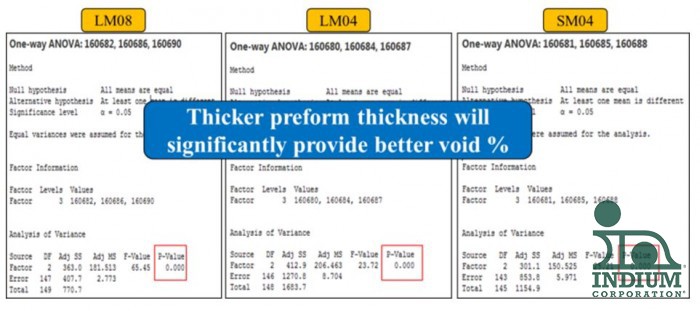
对于间距类型,前两个字符(LM 或 SM)指的是间距量。后两个字符指的是间距量(04 为 0.004 英寸,08 为 0.008 英寸)。所有设计的平均空隙率均小于 10%!其中五项设计的数据点均未超过 10%。进一步分析确定了特定属性的重要性。在这种统计分析中,如果 P 值小于 0.05,则至少有一个因素的平均值存在统计差异。
在研究整体瓶坯厚度的影响时,我们区分了对峙类型;因此,我们分别研究了 LM04、LM08 和 SM04 数据集。在每种情况下,整体预成型厚度越高,空泡越少。分析摘要如下。
由于表面张力的作用,空隙会从熔融焊料中逃逸出来,迫使它们向周边移动。熔融焊料中未熔化的金属可能会阻碍这些空隙逸出的通道。如果有更多的焊料,空隙就能在焊点完全塌陷之前从金属基体周围逸出。
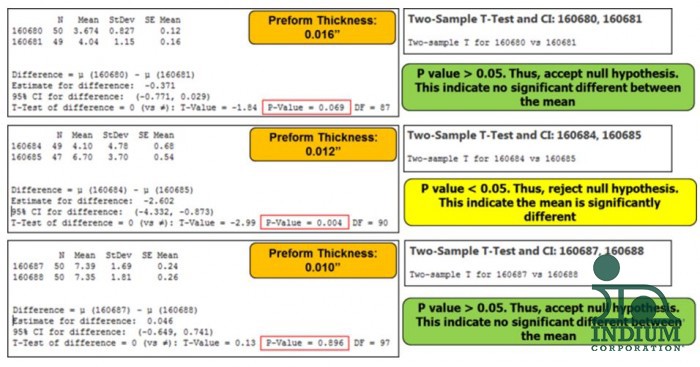
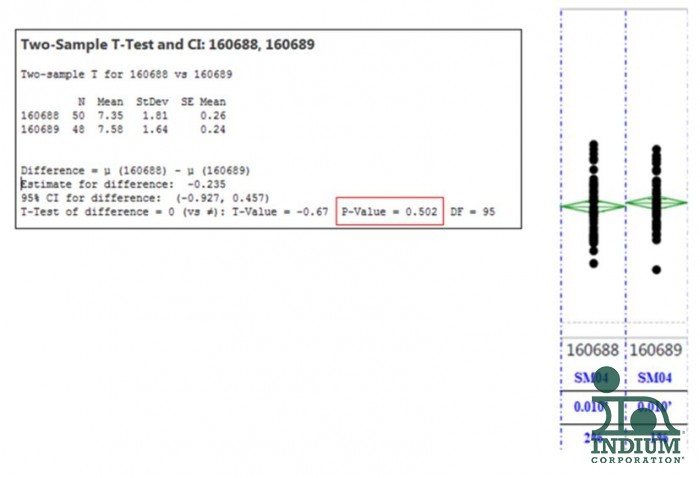
在探究对焊材料的堆积密度时,对每个整体预型件厚度分别研究了 SM 和 LM 之间的空隙差异。分析总结如下。
这里的结果并不明显。对于厚度为 0.016″ 和 0.010″ 的预型件,堆积密度对空隙性能的影响不大。对于 0.012″ 厚度的预型件,SM 产品在统计上优于 LM。根据这些结果,我们不能断言填料密度对空隙有任何影响。数据表明,该因素最多只能对空隙产生轻微影响。
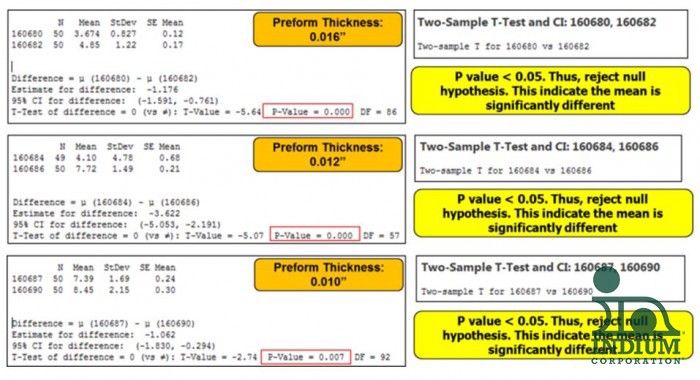
此外,还对隔离层的厚度进行了研究。在这种情况下,将 LM04 与 LM08 的每种预成型厚度进行比较。对于每种预成型厚度,较高的隔离层(08)总是会导致统计意义上的较高空洞率。这也可以解释为固体对边材料阻碍了空隙的逸出。由于 08 材料更厚,与 04 材料相比,嵌入预型件的边框金属总体积更大。更多的固体材料有可能阻碍空隙逸出熔融焊料。总结如下。
本研究分析的最后一个参数是通量百分比。根据氧化物去除和挥发的化学原理,预计更多的助焊剂将导致更多的空化。基本上,当产品经过回流焊时,助焊剂会去除金属表面的氧化物。氧化物去除过程会产生一些蒸汽。此外,助焊剂中的非活性成分也会在高温下挥发。这两种助焊剂特性都可能导致蒸汽夹杂在熔融焊料中。然而,本研究中的工作并没有显示出 1%和 2%助焊剂之间有任何显著差异。我们只能推测,也许 1%的助焊剂差异不足以影响空洞的产生。在这一领域还可以开展进一步的工作。
总之,对强化焊料预型件的研究表明,它们可以通过提供一致的焊点结合线来帮助提高焊点的可靠性。研究还表明,预型件的最终厚度、支座材料的堆积密度和支座的厚度都可以进行调整,以影响焊点的空隙量。通过对增强型预型件的优化设计,这种技术显然可以生产出高可靠性、低空洞的焊点。在处理较重的元件时,如果不加以控制,焊点塌陷可能会过度,因此这种技术可能更有必要。该技术可在不增加额外工艺步骤(如控制焊点塌陷的焊丝粘接缝合)的情况下建立焊点,可为装配商节省时间和金钱。
下次再见
亚当


