Ce billet est le dernier d'une série qui traite des préformes de soudure renforcées pour une haute fiabilité et un faible taux de vide. Cet article se concentre sur les résultats de notre DOE pour savoir si nous avons, en fait, évité le vide® .
L'analyse des données sur les défauts d'étanchéité du DOE a révélé des différences clairement identifiables entre les conceptions de préformes de soudure renforcées. Un résumé des données est présenté ci-dessous.
Pour le type à distance, les deux premiers caractères (LM ou SM) se réfèrent à l'espacement. Les deux seconds caractères se réfèrent à l'espacement (04 correspond à 0,004″ et 08 à 0,008″). Tous les dessins ou modèles présentaient un pourcentage de vide moyen inférieur à 10 % ! Cinq des dessins ou modèles n'avaient aucun point de données supérieur à 10 %. Une analyse plus poussée a été effectuée pour déterminer l'importance d'attributs spécifiques. Dans cette analyse statistique, si la valeur P est inférieure à 0,05, la moyenne d'au moins un des facteurs est statistiquement différente.
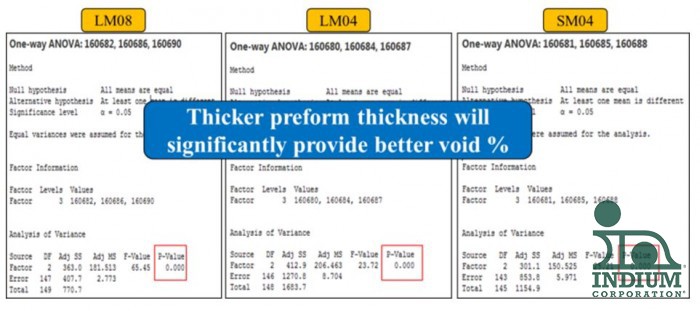
Lorsque nous avons examiné l'impact de l'épaisseur totale de la préforme, nous avons isolé le type d'écartement ; nous avons donc examiné séparément les ensembles de données LM04, LM08 et SM04. Dans tous les cas, une épaisseur globale de préforme plus élevée a entraîné une diminution de la miction. Le résumé de cette analyse est présenté ci-dessous.
Les vides s'échappent de la brasure en fusion en raison de la tension superficielle qui les pousse vers le périmètre. Le métal non fondu dans la brasure en fusion pourrait empêcher ces vides de s'échapper. En disposant d'une plus grande quantité de brasure, les vides peuvent s'échapper autour de la matrice métallique avant l'effondrement complet du joint de brasure.
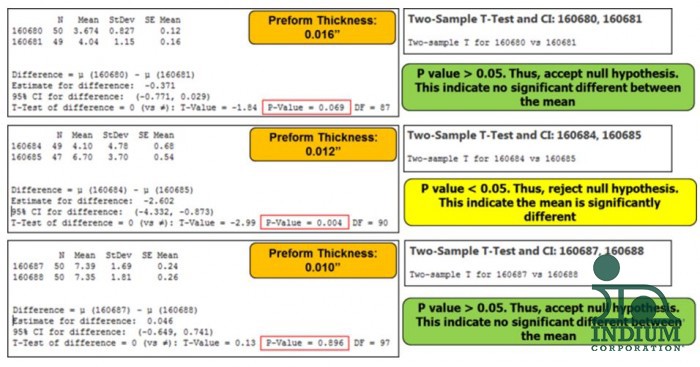
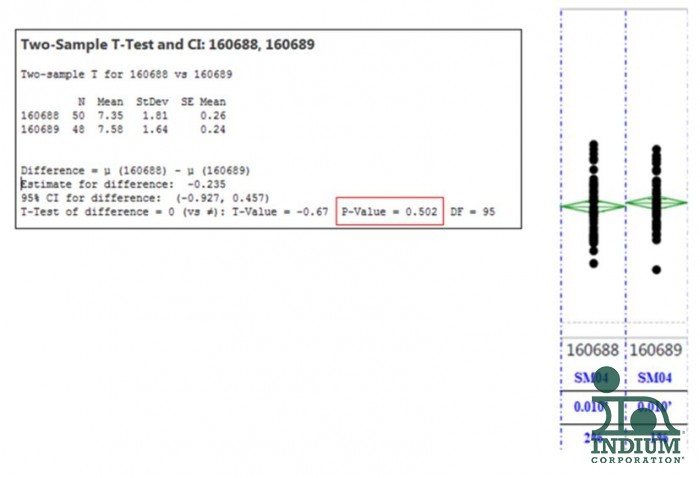
Lors de l'étude de la densité de tassement du matériau de calage, les différences de vide entre SM et LM ont été examinées individuellement pour chaque épaisseur globale de préforme. Cette analyse est résumée ci-dessous.
Les résultats ne sont pas aussi clairs. Pour les préformes de 0,016″ et 0,010″ d'épaisseur, la densité de tassement n'a pas eu d'impact significatif sur la performance du vide. Pour l'épaisseur de 0,012″, le produit SM était statistiquement meilleur que LM. Sur la base de ces résultats, il n'est pas possible d'affirmer de manière concluante que la densité de tassement a une influence sur le vide. Les données suggèrent que, tout au plus, ce facteur n'aurait qu'une contribution mineure à la formation des vides.
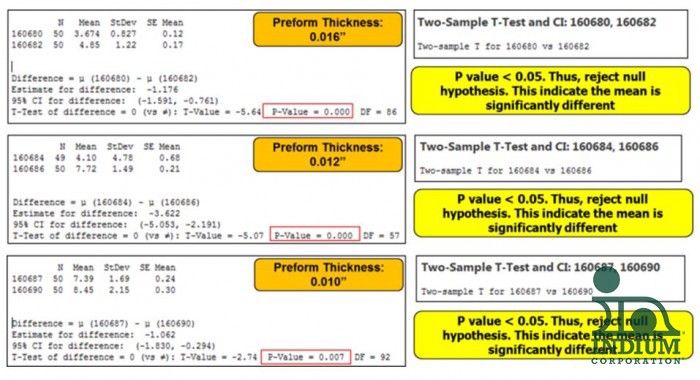
L'épaisseur de la butée a également été examinée. Dans ce cas, LM04 a été comparé à LM08 pour chaque épaisseur de préforme. Pour chaque épaisseur de préforme, l'épaisseur la plus élevée (08) s'est toujours traduite par une augmentation statistiquement significative de la formation de vides. Cela peut également s'expliquer par le fait que le matériau solide de la butée empêche les vides de s'échapper. Le matériau 08 étant plus épais, le volume global de métal de la butée incorporé dans la préforme est plus important que celui du matériau 04. Un matériau plus solide peut empêcher les vides de s'échapper de la soudure en fusion. Un résumé est présenté ci-dessous.
Le dernier paramètre analysé dans cette étude est le pourcentage de flux. Sur la base de la chimie de l'élimination des oxydes et de la volatilisation, on s'attend à ce qu'une plus grande quantité de flux entraîne une plus grande quantité de vide. Fondamentalement, lorsque le produit est refondu, le flux élimine les oxydes sur les surfaces métalliques. Ce processus d'élimination des oxydes crée de la vapeur. En outre, le flux contient des ingrédients non actifs qui se volatilisent à des températures élevées. Ces deux caractéristiques du flux pourraient entraîner l'emprisonnement de la vapeur dans la brasure en fusion. Cependant, les travaux de cette étude n'ont pas montré de différence significative entre les flux à 1 % et à 2 %. On ne peut que supposer que la différence de 1% dans le flux n'était peut-être pas suffisante pour avoir un impact sur la formation de vides. Il s'agit d'un domaine dans lequel des travaux supplémentaires pourraient être réalisés.
En résumé, les études réalisées sur les préformes de soudure renforcées montrent qu'elles peuvent contribuer à améliorer la fiabilité des joints de soudure en fournissant une ligne de soudure cohérente. Les travaux montrent également que l'épaisseur finale de la préforme, la densité d'emballage du matériau de compensation et l'épaisseur de la compensation peuvent toutes être ajustées pour influer sur la quantité de vides dans le joint de soudure. Grâce à une conception optimisée de la préforme renforcée, il est clair que cette technologie peut produire des joints de soudure à haute fiabilité et à faible taux d'évaporation. Cette technologie est probablement plus nécessaire lorsqu'il s'agit de composants plus lourds dans lesquels l'effondrement du joint de soudure pourrait être excessif s'il n'est pas contrôlé. Cette technologie, qui intègre la distance d'isolement sans nécessiter d'étapes de traitement supplémentaires (telles que le piquage du fil de liaison pour contrôler l'affaissement de la soudure), peut faire gagner du temps et de l'argent aux assembleurs.
Jusqu'à la prochaine fois,
Adam


