Este é o último de uma série de posts que discute as pré-formas de solda reforçadas para alta confiabilidade e baixo índice de vazamento. Esta publicação centrar-se-á nos resultados do nosso DOE para descobrir se, de facto, evitámos o Vazio®.
Ao analisar os dados de anulação do DOE, verificaram-se algumas diferenças claramente identificáveis entre as pré-formas de solda reforçada. Um resumo dos dados é mostrado abaixo.
Para o tipo de separação, os dois primeiros caracteres (LM ou SM) referem-se à quantidade de espaçamento. Os segundos dois caracteres referem-se à quantidade de afastamento (04 é 0,004″ e 08 é 0,008″). Todos os desenhos apresentaram uma percentagem média de vazios inferior a 10%!!! Cinco dos desenhos não registaram quaisquer pontos de dados acima da marca dos 10%. Foi efectuada uma análise adicional para determinar a importância de atributos específicos. Nesta análise estatística, se o valor P for inferior a 0,05, a média de pelo menos um dos factores é estatisticamente diferente.
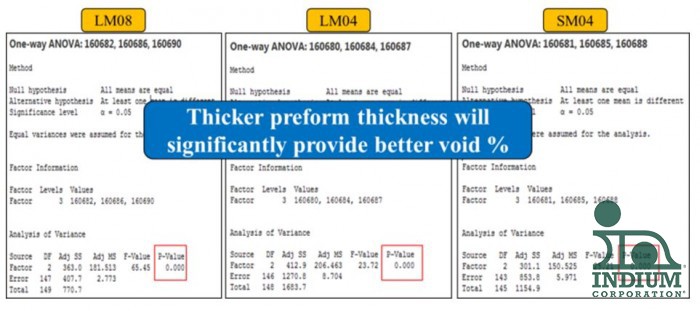
Ao analisar o impacto da espessura total da pré-forma, isolámos o tipo de separação; por conseguinte, analisámos separadamente os conjuntos de dados LM04, LM08 e SM04. Em todos os casos, uma maior espessura global da pré-forma resultou num menor esvaziamento. O resumo desta análise é apresentado a seguir.
Os vazios escapam da solda fundida devido à tensão superficial, forçando-os para o perímetro. O metal não fundido na solda derretida pode impedir o caminho para que esses vazios escapem. Ao ter mais solda disponível, os vazios podem escapar em torno da matriz metálica antes do colapso completo da junta de solda.
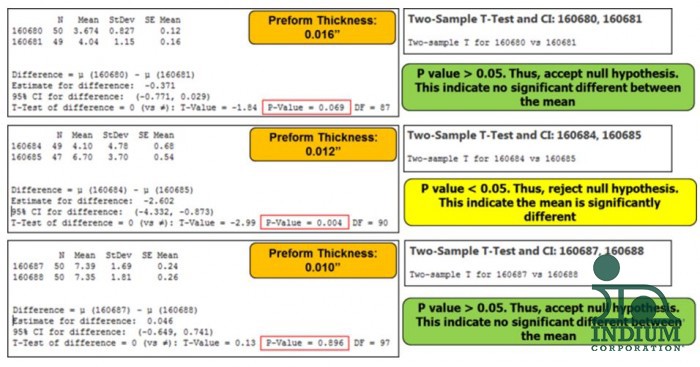
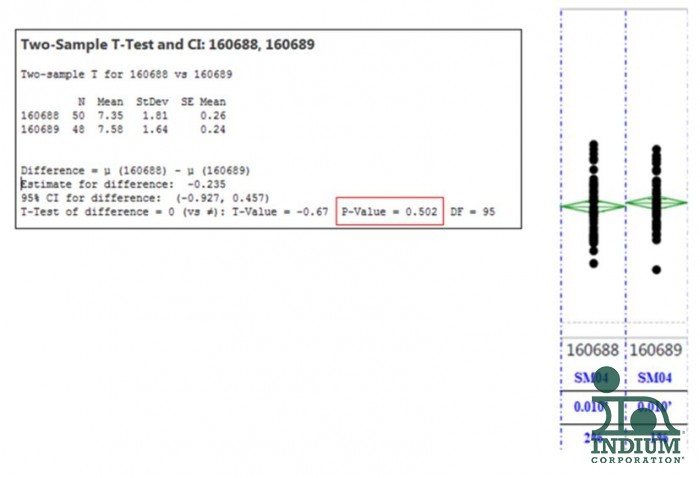
Ao explorar a densidade de empacotamento do material de separação, as diferenças de vazios entre SM e LM foram examinadas individualmente para cada espessura total da pré-forma. Esta análise é resumida a seguir.
Neste caso, os resultados não são tão claros. Para as pré-formas com 0,016″ e 0,010″ de espessura, a densidade de empacotamento não teve um impacto significativo no desempenho em termos de vazios. Para a espessura de 0,012″, o produto SM foi estatisticamente melhor do que o produto LM. Com base nestes resultados, não se pode afirmar de forma conclusiva que a densidade de empacotamento tem qualquer influência sobre o vazamento. Os dados sugerem que, no máximo, este fator contribuiria apenas ligeiramente para o vazamento.
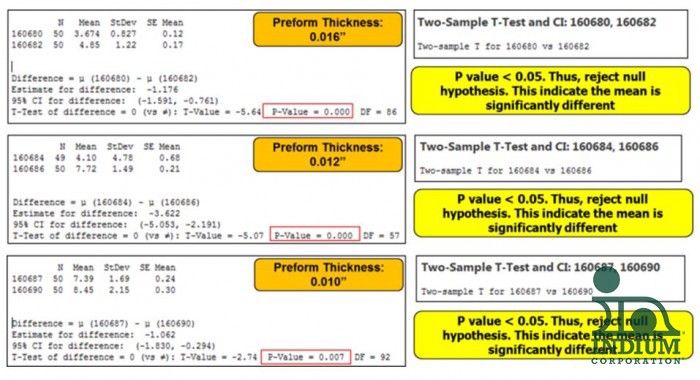
A espessura do separador também foi examinada. Neste caso, a LM04 foi comparada com a LM08 para cada uma das espessuras das pré-formas. Para cada espessura de pré-forma, o stand-off mais elevado (08) resultou sempre num maior vazamento estatisticamente significativo. Este facto também pode ser explicado relativamente ao material sólido do stand-off que impede a fuga dos vazios. Devido ao facto de o material 08 ser mais espesso, haveria mais volume total de metal de separação incorporado na pré-forma do que o material 04. Mais material sólido tem o potencial de impedir a capacidade dos vazios de escapar da solda derretida. Segue-se um resumo.
O parâmetro final analisado neste estudo foi a percentagem de fluxo. Com base na química da remoção de óxido e volatilização, espera-se que mais fluxo resulte em mais vazamento. Basicamente, à medida que o produto passa pelo refluxo, o fluxo remove os óxidos das superfícies metálicas. Esse processo de remoção de óxido cria algum vapor. Além disso, existem ingredientes não activos no fluxo que se volatilizam a temperaturas elevadas. Ambos os atributos do fluxo podem resultar no aprisionamento de vapor na solda fundida. No entanto, o trabalho neste estudo não mostrou qualquer diferença significativa entre 1% e 2% de fluxo. Só se pode especular que talvez a diferença de 1% no fluxo não tenha sido suficiente para afetar o esvaziamento. Esta é uma área onde mais trabalho poderia ser feito.
Em resumo, os estudos realizados sobre pré-formas de solda reforçadas mostram que estas podem ajudar a melhorar a fiabilidade das juntas de solda, proporcionando uma linha de ligação consistente. O trabalho também mostra que a espessura final da pré-forma, a densidade de empacotamento do material de suporte e a espessura do suporte podem ser ajustadas para afetar a quantidade de vazios na junta de solda. Através de um design optimizado da pré-forma reforçada, é evidente que esta tecnologia pode produzir juntas de solda de alta fiabilidade e com baixo índice de vazamento. Esta tecnologia é provavelmente mais necessária quando se trata de componentes mais pesados, nos quais o colapso da junta de solda pode ser excessivo se não for controlado. Esta tecnologia, que incorpora o stand-off sem incorrer em etapas adicionais do processo (como a costura de ligação por fio para controlar o colapso da solda), pode poupar tempo e dinheiro aos montadores.
Até à próxima vez,
Adão


