This is the last in a series of posts that discusses reinforced Solder Preforms for high–reliability and low voiding. This post will focus on the results of our DOE to find out if we did, in fact, Avoid The Void®.
When analyzing the voiding data from the DOE, there were some clearly identifiable differences among the reinforced solder preform designs. A summary of the data is shown below.
For the stand-off type, the first two characters (LM or SM) refer to the amount of spacing. The second two characters refer to the amount of standoff (04 is 0.004″ and 08 is 0.008″). All designs exhibited an average void percentage of less than 10%!! Five of the designs did not have any data points over the 10% mark. Further analysis was done to determine the significance of specific attributes. In this statistical analysis if the P value is less than 0.05, the mean of at least one of the factors is statistically different.
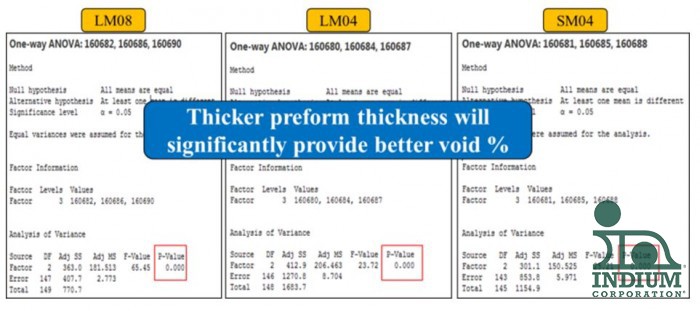
When looking at the impact of overall preform thickness, we isolated the type of stand-off; therefore, we looked at LM04, LM08, and SM04 data sets separately. In every case, a higher overall preform thickness resulted in less voiding. The summary of this analysis is shown in below.
Voids escape out of molten solder due to the surface tension by forcing them to the perimeter. Unmelted metal in the molten solder could impede the pathway for these voids to escape. By having more solder available, the voids can escape around the metal matrix prior to the complete collapse of the solder joint.
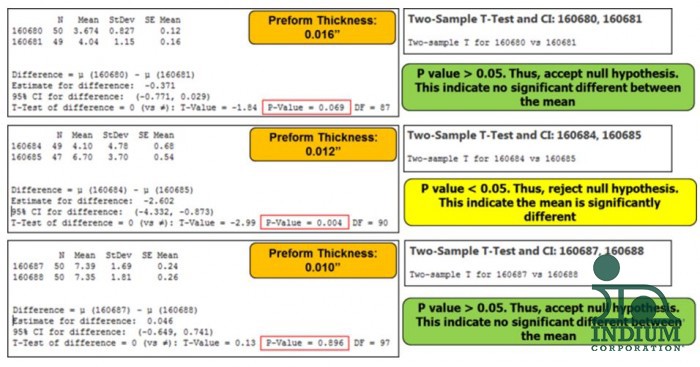
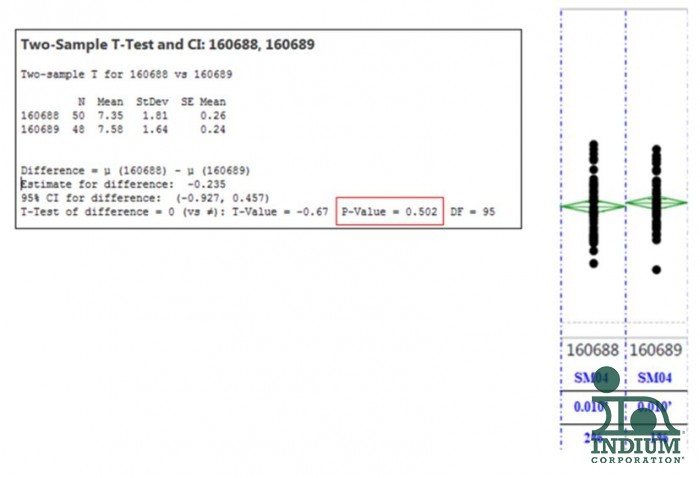
When exploring the packing density of the stand-off material, the void differences between SM and LM were examined individually for each overall preform thickness. This analysis is summarized below.
The results here are not as clear. For the 0.016″- and 0.010″-thick preforms, the packing density did not significantly impact the void performance. For the 0.012″ thickness, the SM product was statistically better than LM. Based on these results, it cannot be conclusively stated that packing density has any influence on voiding. The data suggests that, at most, this factor would only be a minor contributor to voiding.
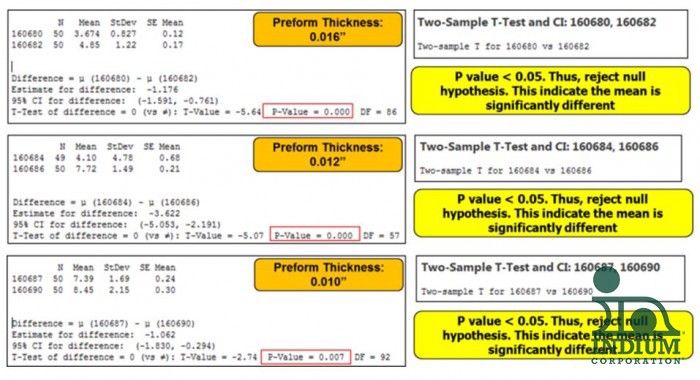
The thickness of the stand-off was also examined. In this case, LM04 was compared to LM08 for each of the preform thicknesses. For every preform thickness, the higher stand-off (08) always resulted in statistically significant higher voiding. This also can be explained relative to the solid stand-off material impeding the escape of the voids. Because the 08 material is thicker, there would be more overall volume of stand-off metal embedded into the preform versus the 04 material. More solid material has the potential to impede the ability of the voids to escape the molten solder. A summary is below.
The final parameter analyzed in this study was flux percentage. Based on the chemistry of oxide removal and volatilization, it is expected that more flux will result in more voiding. Basically, as the product goes through reflow, the flux removes the oxides on the metal surfaces. That oxide removal process creates some vapor. Additionally, there are non-active ingredients in the flux that will volatilize at elevated temperatures. Both of these flux attributes could result in vapor getting entrapped in the molten solder. However, the work in this study did not show any significant difference between 1% and 2% flux. It can only be speculated that perhaps the 1% difference in flux was not enough to impact the voiding. This is an area where further work could be done.
In summary, studies done on reinforced solder preforms show that they can help to improve the reliability of solder joints by providing a consistent solder joint bondline. The work also shows that the final thickness of the preform, the packing density of the stand-off material, and the thickness of the stand-off all can be adjusted to impact the amount of voiding in the solder joint. Through an optimized design of the reinforced preform, it is clear that this technology can produce high-reliability, low-voiding solder joints. This technology is probably more necessary when dealing with heavier components in which solder joint collapse could be excessive if not controlled. This technology, which builds in the stand-off without incurring additional process steps (such as wire bond stitching to control the collapse of the solder) can save time and money for assemblers.
'Til Next Time,
Adam


