Les gens,
Il est admis par tous ceux que je connais que les 2/3 de la population sont des femmes.rd de tous les défauts SMT peuvent être attribués au processus d'impression au pochoir. Un certain nombre d'entre nous ont essayé de trouver une référence pour ce poste, sans succès. Si l'un de nos lecteurs en connaît une, qu'il me la communique. En supposant que cet adage soit vrai, la bonne quantité de pâte à braser, imprimée carrément sur la pastille, est un paramètre extrêmement important.
À la lumière de cette perspective, j'ai écrit, il y a quelque temps, une poste sur le calcul de l'intervalle de confiance de la Cpk de l'efficacité du transfert dans l'impression au pochoir. Pour rappel, l'efficacité de transfert est le rapport entre le volume du dépôt de pâte à braser et le volume de l'ouverture du pochoir. Voir la figure 1. En règle générale, l'objectif est de 100 %, les limites supérieures et inférieures étant respectivement de 150 % et de 50 %.

Figure 1. L'efficacité du transfert dans l'impression au pochoir est le volume du dépôt de pâte à braser divisé par le volume de l'ouverture du pochoir. L'objectif est généralement de 100 %.
J'ai choisi le Cpk comme la meilleure mesure pour évaluer l'efficacité du transfert de l'impression au pochoir, car il incorpore à la fois la moyenne et l'efficacité du transfert de l'impression au pochoir. écart-type (c'est-à-dire l'"écart"). La figure 2 montre la distribution de la pâte A, qui a un bon Cpk car ses données sont centrées entre les spécifications et ont une distribution nette, alors que la distribution de la pâte B n'est pas centrée entre les spécifications et la distribution est large.
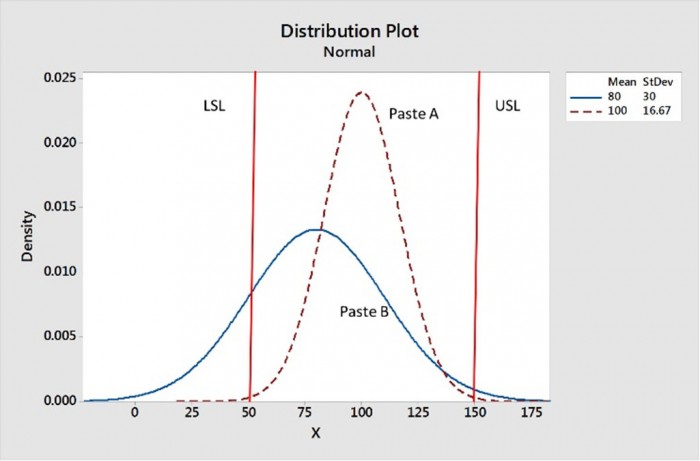
Figure 2. La pâte A présente la meilleure efficacité de transfert, car ses données sont centrées entre les spécifications supérieure et inférieure, et sa distribution est plus nette.
Récemment, j'ai décidé de développer les mathématiques nécessaires à la production d'une feuille de calcul Excel permettant d'effectuer les opérations suivantes tests d'hypothèse de Cpks. À ma connaissance, cela n'a jamais été fait auparavant.
Un test d'hypothèse pourrait ressembler à ce qui suit. L'hypothèse nulle (Ho) serait que le Cpk de l'efficacité du transfert est de 1,00. L'hypothèse alternative, H1, pourrait être que le Cpk n'est pas égal à 1,00. H1 pourrait également être que H1 est inférieur ou supérieur à 1,00.
Supposons par exemple que vous souhaitiez que le Cpk de l'efficacité du transfert soit de 1,00. Vous analysez 1000 impressions et obtenez un Cpk de 0,98. Tout est perdu ? Pas nécessairement, puisqu'il s'agit d'un échantillonnage statistique, vous devez effectuer un test d'hypothèse. Voir la figure 3. Dans la cellule B16, le Cpk = 0,98 a été saisi, dans la cellule B17, la taille de l'échantillon n = 1000 a été saisie, et dans la cellule B18, l'hypothèse nulle : Cpk = 1,00. La cellule B21 montre que l'hypothèse nulle ne peut être rejetée car l'hypothèse alternative est fausse. Nous ne pouvons donc pas affirmer statistiquement que Cpk n'est pas égal à 1,00.
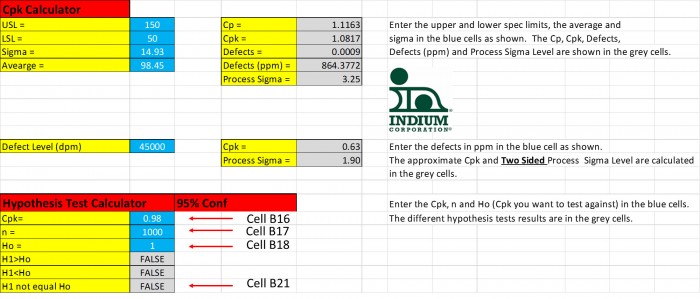
Figure 3.A Cpk = 0,98 est statistiquement identique à un Cpk de 1,00, l'hypothèse nulle, Ho, ne pouvant être rejetée.
Quelle devrait être la différence entre le Cpk et 1,00 dans cet exemple de 1000 échantillons pour que l'on puisse dire qu'il n'est pas statistiquement égal à 1,00 ? La figure 4 nous montre que le Cpk devrait être de 0,95 (ou 1,05) pour être statistiquement différent de 1,00.

Figure 4. Si le Cpk n'est que de 0,95, il est statistiquement différent d'un Cpk = 1,00.
Cette feuille de calcul devrait être utile à ceux qui sont intéressés par le contrôle de l'efficacité de transfert des Cpks afin de réduire les défauts de soudure en fin de ligne. J'enverrai une copie de cette feuille de calcul aux lecteurs intéressés. Si vous souhaitez en obtenir une, envoyez-moi une demande par courrier électronique à l'adresse suivante [email protected].
Santé,
Dr. Ron


