乡亲们
我认识的每个人都公认这样一个事实:三分之二rd 所有SMT缺陷均可追溯至钢网印刷工艺。我们多人曾试图为这一论断寻找依据,却未果。若有读者知晓相关依据,敬请告知。若此说属实,则焊膏用量恰当且精准印刷于焊盘之上,实为至关重要的衡量标准。
基于这种观点,前些时候我写了一篇 发帖 关于计算的置信区间 Cpk 在钢网印刷中,转移效率的定义为:焊膏沉积体积与钢网开孔体积之比。详见图1。通常目标值为100%,其上下限规格分别为150%和50%。

图1. 钢网印刷中的转移效率是焊膏沉积体积除以钢网开孔体积。通常以100%为目标值。
我选择Cpk作为评估网版印刷转移效率的最佳指标,因为它同时涵盖了平均值和标准差。 标准差 (即“离散度”)。图2显示了糊剂A的分布情况:其数据位于规格范围中心且分布尖锐,因此具有良好的Cpk值;而糊剂B的分布既未居中于规格范围,且分布范围较宽。
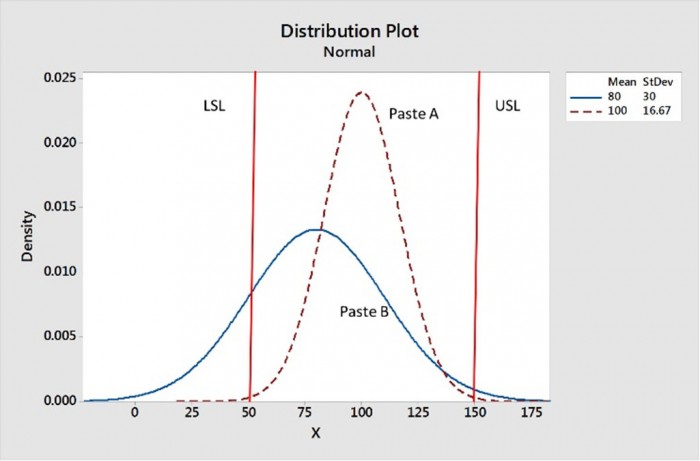
图2. 糊剂A具有更优的转移效率,其数据位于上下规格值的中间位置,且分布更为集中。
最近,我决定开发数学模型,以创建一个能够执行...的Excel电子表格。 假设检验 关于Cpks。据我所知,这在以前从未实现过。
假设检验可能如下所示。原假设(Ho)为转移效率的Cpk值为1.00。备择假设H1可以是Cpk不等于1.00,也可以是Cpk小于或大于1.00。
例如,假设您希望转移效率的Cpk值达到1.00。在分析1000张打印件后,测得Cpk值为0.98。是否意味着一切努力都白费了?未必。由于这是统计抽样,您 应当进行假设检验。 参见图3。在单元格B16输入Cpk=0.98,单元格B17输入样本量n=1000,单元格B18输入原假设:Cpk=1.00。单元格B21显示原假设不能被拒绝为假,因为备择假设不成立。因此从统计学角度无法断言Cpk不等于1.00。
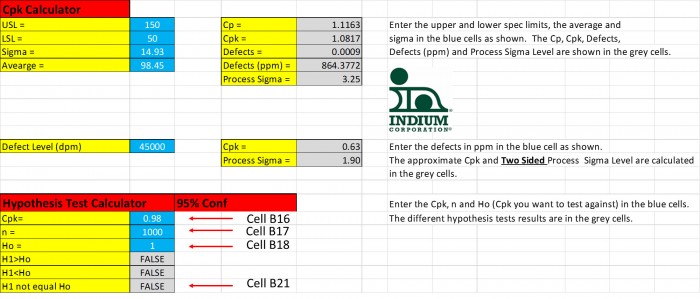
图3.A Cpk = 0.98在统计学上等同于Cpk = 1.00,因为原假设Ho无法被拒绝。
在这个1000个样本的例子中,Cpk值需要与1.00相差多少,才能在统计学意义上认定其不等于1.00?图4显示,Cpk值需达到0.95(或1.05)才能在统计学意义上与1.00存在显著差异。

图4. 若Cpk值仅为0.95,则该Cpk值在统计学上与Cpk=1.00存在显著差异。
此电子表格对关注监测传输效率Cpk值以减少最终焊接缺陷的人士应颇具参考价值。我将向感兴趣的读者发送该表格副本。如需获取,请发送邮件至 [email protected].
干杯
罗恩博士


