Gente,
Questo post è un estratto di Graping, tratto daThePrinted Circuits Assemblers Guide to Solder Defects di IndiumCorporation.
Introduzione
La crescita dei dispositivi elettronici personali continua a stimolare la necessità di componenti elettrici attivi e passivi sempre più piccoli. Questa tendenza alla miniaturizzazione, insieme alla richiesta di assemblaggio senza Pb conforme alla RoHS, ha creato ulteriori sfide, tra cui l'effetto graping.
Quando un deposito di pasta saldante diminuisce di dimensioni, l'area superficiale relativa delle particelle di saldatura esposte aumenta e la quantità di flussante disponibile per rimuovere gli ossidi superficiali diminuisce. A ciò si aggiunge il calore aggiuntivo necessario per la rifusione della maggior parte delle saldature senza Pb, che determina una formula favorevole alla produzione del fenomeno del graping. Durante il processo di riscaldamento, quando la viscosità del flussante diminuisce e inizia a diffondersi verso il basso e verso l'esterno, le particelle di saldatura vengono esposte nella parte superiore del deposito di pasta saldante. Se non c'è flusso nelle vicinanze, queste particelle di saldatura possono ossidarsi quando la pasta saldante entra nella fase di rampa o di immersione del riflusso. Questi ossidi inibiscono la completa coalescenza delle particelle in un giunto di saldatura uniforme quando la saldatura è liquida. Le particelle non rifuse hanno spesso l'aspetto di un grappolo d'uva, come si può osservare nella Figura 1.

Figura 1. L'effetto graping.
Stampa a stencil
Il rapporto d'area (AR) è un parametro critico per il successo della stampa su stencil. È definito come l'area dell'apertura dello stencil divisa per l'area dei lati dell'apertura. La Figura 2 mostra uno schema per aperture quadrate/rettangolari e circolari. Un semplice calcolo mostra che l'AR si semplifica al diametro (D) del cerchio diviso per quattro volte lo spessore dello stencil (t) o AR=D/4t. Un po' sorprendentemente, il risultato è lo stesso per le aperture quadrate, con D ora uguale ai lati del quadrato. Per l'AR di un'apertura rettangolare, la formula è un po' più complicata: ab/2(a+b)t, dove a e b sono i lati del rettangolo.
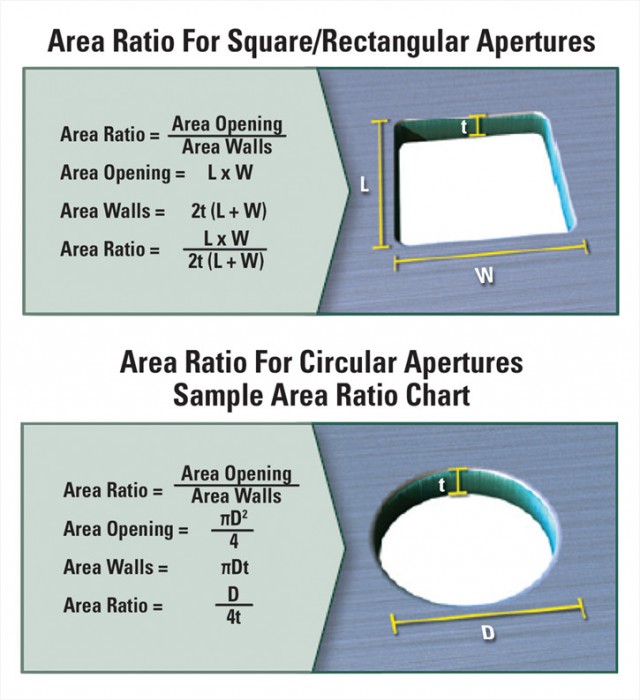
Figura 2. Schemi di apertura per aperture rettangolari e circolari.
It is widely accepted in the industry that in order to get good stencil printing, the AR must be greater than 0.66. Experience has shown that if the AR <0.66, the transfer efficiency could be low and erratic, although this has gotten better with advances in solder paste technology.
Efficienza di trasferimento
L'efficienza di trasferimento, un'altra importante metrica per la stampa di stencil, è definita come il volume del deposito di pasta saldante diviso per il volume dell'apertura. Per poter stampare stencil di piccole dimensioni, non è raro che si ricorra a paste saldanti che incorporano polveri più fini per ottimizzare il processo di stampa. Tuttavia, quando le dimensioni delle particelle di polvere all'interno della pasta saldante diminuiscono, aumenta la quantità relativa di superficie esposta. Con l'aumento dell'area superficiale, si verifica anche un aumento degli ossidi superficiali totali. Questo aumento di ossidi superficiali richiede che i prodotti chimici del flussante lavorino ancora più intensamente per rimuovere gli ossidi e proteggere le superfici della polvere, dei componenti e delle schede metallizzate durante l'intero processo di riflusso.
Su uno stencil di 3mil di spessore, l'AR per un'apertura quadrata di 6mil è uguale all'AR per un'apertura circolare di 6mil: 0.50. Tuttavia, confrontando i due tipi di aperture, il volume del deposito di pasta saldante quadrato è maggiore (~108 mil cubici) rispetto al deposito circolare (85 mil cubici). Il volume aggiuntivo di pasta saldante fornito dall'apertura quadrata può contribuire a ridurre il graping. Di maggiore importanza, tuttavia, è la maggiore efficienza di trasferimento fornita dall'apertura quadrata. Il design dell'apertura quadrata fornisce un'efficienza di trasferimento più costante, riducendo ulteriormente il potenziale di graping, poiché depositi incoerenti potrebbero significare meno volume.
Pad SMD vs. NSMD
I risultati degli esperimenti di mascheratura della saldatura hanno dimostrato che l'effetto graping è meno prevalente per le piazzole con maschera di saldatura definita (SMD). Si ritiene che la maschera di saldatura costituisca una barriera (diga), limitando la diffusione del flussante durante il processo di riscaldamento e aumentando la disponibilità potenziale del flussante per rimuovere gli ossidi e proteggere da un'ulteriore ossidazione. La maschera di saldatura può anche fungere da barriera per proteggere dall'ulteriore ossidazione le particelle di polvere di pasta saldante che si trovano nelle immediate vicinanze.
Solubile in acqua vs. non pulente
I flussanti chimici no-clean sono generalmente formule a base di colofonia/resina (di seguito denominate solo resina). Poiché le resine non sono molto solubili nei solventi utilizzati nei flussanti idrosolubili, nei flussanti idrosolubili sono in genere sostituite da composti a grande molecola, come i polimeri. L'attivatore (o gli attivatori) all'interno della chimica del flussante rimuove gli ossidi presenti sulle superfici di giunzione, nonché le particelle di polvere di pasta saldante all'interno della pasta saldante stessa. Durante la fase di riscaldamento si verifica un'ulteriore ossidazione/riossidazione. Mentre le resine dei flussanti no-clean sono eccellenti barriere all'ossidazione e proteggono dalla riossidazione, la mancanza di resine nei prodotti chimici idrosolubili li rende poco resistenti all'ossidazione.
Pertanto, a parità di profili di rifusione, sebbene i prodotti chimici idrosolubili siano generalmente più attivi, la minore resistenza all'ossidazione dei prodotti chimici idrosolubili li rende più sensibili nei profili lunghi e/o caldi, aumentando il potenziale di difetti di graffatura.
Rampa di picco vs. ammollo
Per molti anni, il profilo di riflusso "tipo soak" è stato piuttosto diffuso. Nel corso del tempo, tuttavia, l'attenzione si è spostata sul profilo di riflusso da rampa a picco (RTP) come profilo preferito. A contribuire a questo cambiamento sono le temperature di processo di riflusso più elevate associate alle saldature senza Pb, nonché la necessità di ridurre l'esposizione totale al calore dei depositi di pasta più piccoli, dei componenti sensibili alla temperatura e del laminato della scheda. Un altro vantaggio del profilo di immersione è il suo utilizzo per ridurre il voiding. Tuttavia, non è altrettanto efficace con le saldature senza Pb, a causa della maggiore tensione superficiale delle saldature senza Pb e della temperatura più elevata utilizzata per il reflow.
Per ridurre al minimo il graping, è preferibile ridurre il tempo di cottura, a condizione di utilizzare lo stesso tempo sopra il liquido (TAL) e la stessa temperatura di picco (vedi Figura 3). Il profilo di immersione produce in genere più graping di un profilo RTP. L'effetto graping si accentua con l'aumento del tempo totale nel forno. La diminuzione del calore totale riduce drasticamente l'effetto graping. Comunemente si consiglia una velocità di rampa (da ambiente a picco) di 1°C/secondo, che equivale a circa 3 minuti e 40 secondi per raggiungere una temperatura di picco di 245°C.
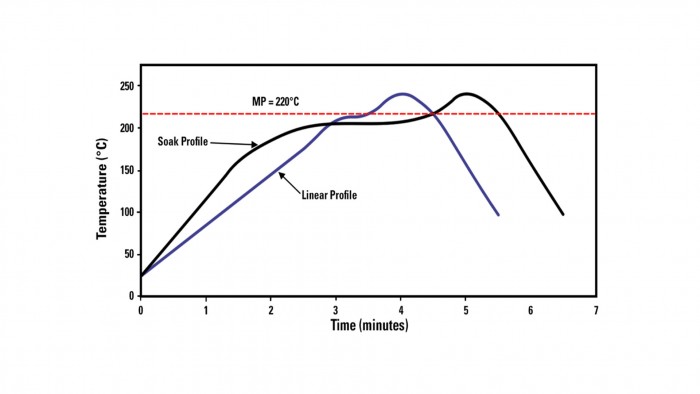
Figura 3. Profili tipici di rifusione senza Pb.
Conclusioni
Per ridurre l'effetto graping, è fondamentale garantire un processo di stampa e reflow ottimale. L'utilizzo delle linee guida fornite per il rapporto d'area e una buona configurazione del processo/attrezzatura garantiranno una buona efficienza di trasferimento. Sebbene il rapporto d'area per i progetti ad apertura circolare e quadrata possa essere uguale, il potenziale di graping aumenta con i progetti ad apertura circolare a causa della diminuzione del volume di pasta e della minore efficienza di trasferimento.
Dal punto di vista del reflow, diminuendo l'apporto totale di calore si riduce la probabilità dell'effetto. Si consiglia di utilizzare un profilo di tipo RTP con una velocità di rampa di ~1°C/secondo.
Anche i fattori materiali influenzano il risultato. L'osservazione del graping aumenta con la diminuzione delle dimensioni delle particelle di pasta saldante e l'aumento dell'area degli ossidi superficiali. Le paste saldanti solubili in acqua non forniscono la barriera all'ossidazione che le resine forniscono per le paste no-clean e sono più inclini all'effetto graping.
Salute,
Dr. Ron


