Gente,
The pin-in-paste (PIP) process is often the best choice when the PCBA is a mixed SMT and through-hole board with a small number of through-hole components. However, assuring that the correct volume of solder paste is printed to ensure an adequate amount of solder for a reliable thorough-hole solder joint can be a challenge. One tool to help in this regard, is the Pin-in-Paste Aperture Calculator. The solder volume equations were developed by Indium Corporation’s good friend Jim McLenaghan of Creyr Innovation.
Per stimare la giusta quantità di pasta saldante, è necessario calcolare il volume del foro placcato, sottrarre il volume del pin del componente e aggiungere il volume del filetto di saldatura. Vedere la Figura 1.
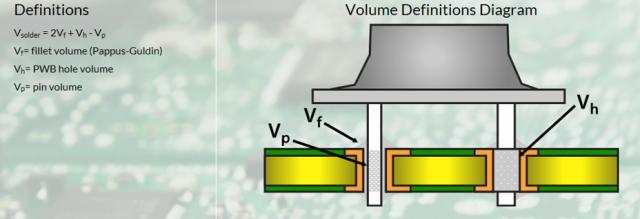
Figura 1. Volumi di saldatura nel processo Pin-in-Paste.
Supponiamo di avere le metriche dei pin del PCB e dei componenti, come si vede nella colonna di sinistra della Figura 2, sotto l'intestazione "Input". Le celle blu sono gli input, quelle verdi sono i calcoli di StencilCoachTM. Si noti che, se si dispone di un pin rettangolare, StencilCoachTM calcola il diametro equivalente del pin da inserire nelle celle "Input". Il "fattore di riduzione della pasta" è la frazione del volume della pasta che viene saldata. La maggior parte delle paste è composta per circa il 50% da volume di flussante, quindi, in genere, questa metrica è pari a circa il 50% o 0,50.
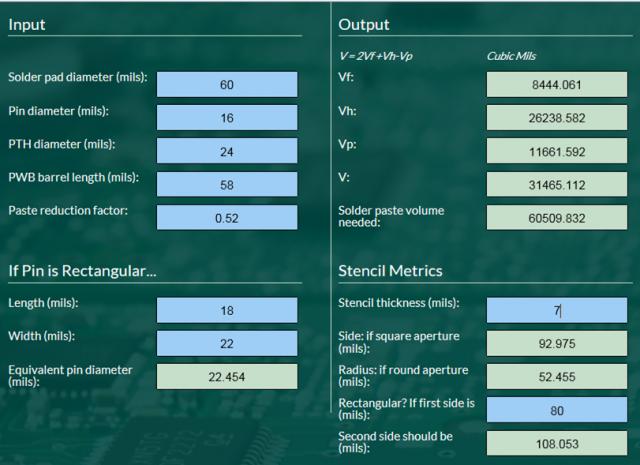
Figura 2. Metriche PIP.
I calcoli di "Output" non sono necessari per l'operazione in questione, che consiste nel determinare le dimensioni dell'apertura dello stencil, ma possono essere interessanti. Le dimensioni importanti dello stencil sono riportate nella sezione "Metriche dello stencil". Si noti che nel nostro esempio, anche se abbiamo uno stencil di 7 millimetri di spessore, avremmo bisogno di un'apertura quadrata con una dimensione laterale di 93 millimetri per ottenere una quantità sufficiente di pasta saldante. Con un'apertura circolare il raggio deve essere >50-mils, se la distanza tra i pin fosse di 100-mils, non ci sarebbe abbastanza spazio tra i depositi stampati, che si sovrapporrebbero. Dobbiamo quindi utilizzare aperture quadrate.
Come in questo caso, è un problema comune del processo PIP quello di fornire un volume di saldatura adeguato. Se le metriche del PCB e dei componenti sono tali da rendere problematico l'ottenimento di una quantità sufficiente di pasta saldante, può essere utile utilizzare preforme di saldatura per aumentare il volume di saldatura. Il prossimo post tratterà questo argomento.
Salute,
Dr. Ron


