This is the fourth in a series of blog posts that talks about reinforced Solder Preforms for high–reliability and low voiding. This post will focus on the voiding experimentation and how to Avoid The Void™
The earlier work done shows that reinforcing the solder preform will result in solder joints with a more consistent and reliable bondline. However, voiding is another important factor to consider when soldering. With so many possible materials and process variables, it was unclear at first how these variables would impact voiding. Therefore, a test coupon and DOE were developed to evaluate these variables. The fixture that was designed to hold the parts during the reflow process is pictured below.
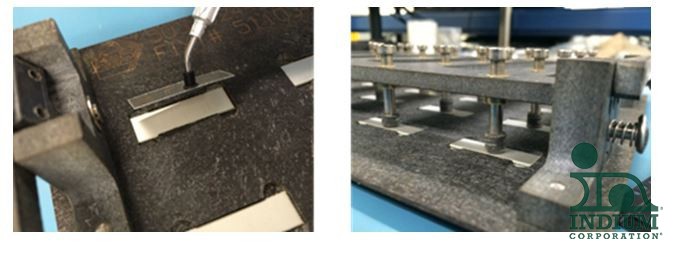
The substrates are 0.354 x 1.26 inches and plated with immersion-tin. Sandwiched between these substrates is a SAC305 reinforced solder preform. Five grams of pressure was applied to the coupons to force the collapse of the solder during reflow. The air reflow profile was linear at about 1°C/sec with a peak temperature of around 245°C.
When developing the DOE, several reinforced preform manufacturing variables were chosen to assess the impact on solder joint voiding:
- The first variable was the amount of stand-off coverage. This refers to the amount of stand-off metal that is embedded into the preform. In this experiment, two versions were used that are termed LM and SM. The LM is less densely packed with stand-off metal. The SM has about 3x the packing density, which means that more stand-off metal was embedded into a preform of equal size.
- The second variable was the thickness of the stand-off. In this experiment, 0.004- and 0.008-inch thicknesses were studied.
- The third variable was the overall solder thickness. As mentioned previously, the solder must be thicker than the thickness of the stand-off metal. This experiment looked at 0.010-, 0.012-, and 0.016-inch preform thicknesses.
- The final variable was flux percentage. Two flux percentages of 1% and 2% were examined. For each leg, 25 coupons were reflowed.
My next blog post will discuss the results of this testing and if we were able to Avoid the Void.
'Til Next Time,
Adam