Esta é a quarta de uma série de publicações do blogue que fala sobre pré-formas de solda reforçadas para alta fiabilidade e baixo vazamento. Esta postagem se concentrará na experimentação de vazamento e em como evitar o Void ™
O trabalho anterior realizado mostra que o reforço da pré-forma de solda resultará em juntas de solda com uma linha de ligação mais consistente e fiável. No entanto, o esvaziamento é outro fator importante a considerar na soldadura. Com tantos materiais e variáveis de processo possíveis, não era claro, no início, como é que estas variáveis afectariam o esvaziamento. Por conseguinte, foi desenvolvido um cupão de teste e um DOE para avaliar estas variáveis. O suporte que foi concebido para segurar as peças durante o processo de refluxo é apresentado na figura abaixo.
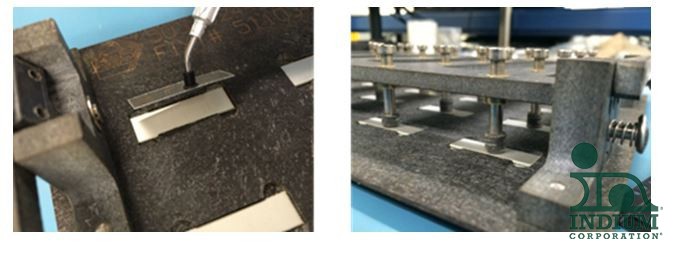
Os substratos têm 0,354 x 1,26 polegadas e são revestidos com estanho de imersão. Entre estes substratos encontra-se uma pré-forma de solda reforçada SAC305. Foram aplicados cinco gramas de pressão aos cupões para forçar o colapso da solda durante o refluxo. O perfil de refluxo do ar foi linear a cerca de 1°C/segundo com uma temperatura de pico de cerca de 245°C.
Ao desenvolver o DOE, foram escolhidas diversas variáveis de fabrico de pré-formas reforçadas para avaliar o impacto na anulação da junta de soldadura:
- A primeira variável foi a quantidade de cobertura de stand-off. Esta variável refere-se à quantidade de metal de separação que é incorporado na pré-forma. Nesta experiência, foram utilizadas duas versões, designadas por LM e SM. A LM é menos densamente embalada com metal de separação. A SM tem cerca de 3x a densidade de empacotamento, o que significa que foi incorporado mais metal stand-off numa pré-forma de igual tamanho.
- A segunda variável foi a espessura do stand-off. Nesta experiência, foram estudadas as espessuras de 0,004 e 0,008 polegadas.
- A terceira variável foi a espessura total da solda. Como mencionado anteriormente, a solda deve ser mais espessa do que a espessura do metal de suporte. Esta experiência analisou as espessuras das pré-formas de 0,010, 0,012 e 0,016 polegadas.
- A última variável foi a percentagem de fluxo. Foram examinadas duas percentagens de fluxo de 1% e 2%. Para cada etapa, foram refundidos 25 cupões.
A minha próxima publicação no blogue analisará os resultados destes testes e se conseguimos evitar o vazio.
Até à próxima vez,
Adão


