Dies ist der vierte Teil einer Reihe von Blog-Beiträgen über verstärkte Lötvorformlinge für hohe Zuverlässigkeit und geringe Lunkerbildung. In diesem Beitrag geht es um das Experimentieren mit Lunkerbildung und die Vermeidung von Void™.
Die früheren Arbeiten haben gezeigt, dass die Verstärkung der Lötvorform zu Lötstellen mit einer gleichmäßigeren und zuverlässigeren Bondlinie führt. Die Lunkerbildung ist jedoch ein weiterer wichtiger Faktor, der beim Löten zu berücksichtigen ist. Bei so vielen möglichen Material- und Prozessvariablen war es zunächst unklar, wie sich diese Variablen auf die Lunkerbildung auswirken würden. Daher wurden ein Testcoupon und eine DOE entwickelt, um diese Variablen zu bewerten. Die Halterung, die zur Aufnahme der Teile während des Reflow-Prozesses entwickelt wurde, ist unten abgebildet.
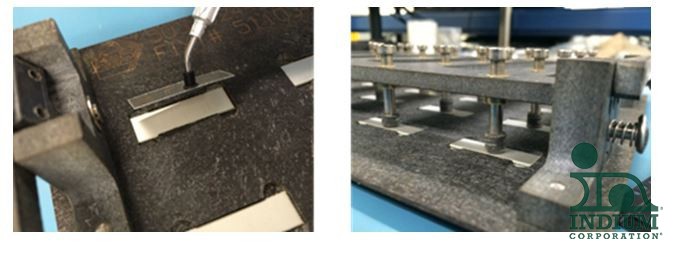
Die Substrate sind 0,354 x 1,26 Zoll groß und mit Tauchzinn beschichtet. Zwischen diesen Substraten befindet sich eine mit SAC305 verstärkte Lotvorform. Auf die Coupons wurde ein Druck von fünf Gramm ausgeübt, um das Kollabieren des Lots während des Reflows zu erzwingen. Das Luft-Reflow-Profil war linear bei etwa 1°C/Sekunde mit einer Spitzentemperatur von etwa 245°C.
Bei der Entwicklung der DOE wurden mehrere verstärkte Preform-Herstellungsvariablen ausgewählt, um die Auswirkungen auf das Entstehen von Lötstellen zu bewerten:
- Die erste Variable war der Umfang der Stand-off-Abdeckung. Dies bezieht sich auf die Menge an abstehendem Metall, das in die Vorform eingebettet ist. In diesem Versuch wurden zwei Versionen verwendet, die als LM und SM bezeichnet werden. Die LM ist weniger dicht mit Abstandsmetall gepackt. Die SM hat etwa die dreifache Packungsdichte, was bedeutet, dass in einen gleich großen Vorformling mehr Metall eingebettet wurde.
- Die zweite Variable war die Dicke der Abstandshalter. In diesem Experiment wurden Dicken von 0,004 und 0,008 Zoll untersucht.
- Die dritte Variable war die Gesamtdicke des Lots. Wie bereits erwähnt, muss das Lot dicker sein als die Dicke des Abstandsmetalls. In diesem Experiment wurden die Vorformdicken von 0,010, 0,012 und 0,016 Zoll untersucht.
- Die letzte Variable war der Flussmittelanteil. Es wurden zwei Flussmittelprozentsätze von 1 % und 2 % untersucht. Für jedes Bein wurden 25 Coupons reflowed.
In meinem nächsten Blog-Beitrag werde ich die Ergebnisse dieses Tests erörtern und darlegen, ob es uns gelungen ist, die Leere zu umgehen.
Bis zum nächsten Mal,
Adam


