Questo è il quarto di una serie di post sul blog che parla di preforme di saldatura rinforzate per ottenere un'elevata affidabilità e un basso livello di vuoto. Questo post si concentra sulla sperimentazione del voiding e su come evitare il Void™.
Il lavoro svolto in precedenza dimostra che il rinforzo della preforma di saldatura consente di ottenere giunti di saldatura con una linea di giunzione più consistente e affidabile. Tuttavia, il voiding è un altro fattore importante da considerare quando si salda. Con un numero così elevato di possibili materiali e variabili di processo, all'inizio non era chiaro come queste variabili avrebbero influito sul voiding. Pertanto, sono stati sviluppati un coupon di prova e un DOE per valutare queste variabili. Il dispositivo progettato per tenere i pezzi durante il processo di rifusione è illustrato qui sotto.
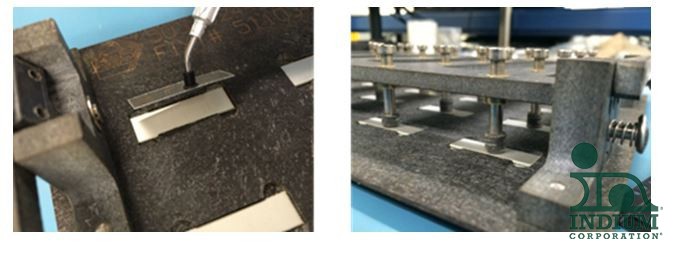
I substrati hanno dimensioni di 0,354 x 1,26 pollici e sono placcati con stagno per immersione. Tra questi substrati è inserita una preforma di saldatura rinforzata con SAC305. Ai coupon sono stati applicati cinque grammi di pressione per forzare il collasso della saldatura durante il riflusso. Il profilo di riflusso in aria è stato lineare a circa 1°C/sec con una temperatura di picco di circa 245°C.
Nello sviluppo del DOE, sono state scelte diverse variabili di produzione delle preforme rinforzate per valutare l'impatto sul voiding dei giunti di saldatura:
- La prima variabile è stata la quantità di copertura stand-off. Si tratta della quantità di metallo stand-off incorporato nella preforma. In questo esperimento sono state utilizzate due versioni, denominate LM e SM. La LM è meno densa di metallo stand-off. L'SM ha una densità di impaccamento circa tripla, il che significa che è stato incorporato più metallo di separazione in una preforma di pari dimensioni.
- La seconda variabile era lo spessore dello stand-off. In questo esperimento sono stati studiati spessori di 0,004 e 0,008 pollici.
- La terza variabile era lo spessore complessivo della saldatura. Come già detto, la saldatura deve essere più spessa dello spessore del metallo di separazione. Questo esperimento ha preso in considerazione spessori di preforme di 0,010, 0,012 e 0,016 pollici.
- La variabile finale era la percentuale di flusso. Sono state esaminate due percentuali di flusso dell'1% e del 2%. Per ciascuna gamba sono stati sottoposti a rifusione 25 coupon.
Il mio prossimo post sul blog parlerà dei risultati di questo test e se siamo riusciti a evitare il vuoto.
Alla prossima volta,
Adamo


