Cet article est le quatrième d'une série de billets de blog qui traite des préformes de soudure renforcées pour une haute fiabilité et un faible taux de vide. Ce billet se concentre sur l'expérimentation du vide et sur la façon d'éviter le vide (Avoid The Void™).
Les travaux antérieurs montrent que le renforcement de la préforme de soudure permet d'obtenir des joints de soudure plus cohérents et plus fiables. Cependant, le vide est un autre facteur important à prendre en compte lors du brasage. Compte tenu du grand nombre de matériaux possibles et de variables de processus, il n'était pas évident au départ de déterminer l'impact de ces variables sur la formation de vides. C'est pourquoi un coupon d'essai et un DOE ont été mis au point pour évaluer ces variables. Le dispositif conçu pour maintenir les pièces pendant le processus de refusion est illustré ci-dessous.
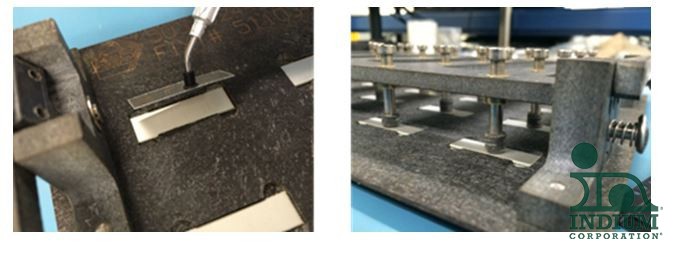
Les substrats mesurent 0,354 x 1,26 pouces et sont plaqués à l'étain par immersion. Une préforme de soudure renforcée SAC305 est prise en sandwich entre ces substrats. Une pression de cinq grammes a été appliquée aux coupons pour forcer l'effondrement de la soudure pendant la refusion. Le profil de refusion à l'air était linéaire à environ 1°C/s avec une température maximale d'environ 245°C.
Lors de l'élaboration du DOE, plusieurs variables de fabrication des préformes renforcées ont été choisies pour évaluer l'impact sur la formation de vides dans les joints de soudure :
- La première variable était le degré de couverture de l'espace libre. Il s'agit de la quantité de métal de séparation qui est incorporée dans la préforme. Dans cette expérience, deux versions ont été utilisées : LM et SM. La version LM est moins dense en métal non apparent. La SM a une densité de tassement environ trois fois supérieure, ce qui signifie qu'une plus grande quantité de métal est incorporée dans une préforme de taille égale.
- La deuxième variable était l'épaisseur de la butée. Dans cette expérience, des épaisseurs de 0,004 et 0,008 pouces ont été étudiées.
- La troisième variable était l'épaisseur totale de la soudure. Comme indiqué précédemment, la soudure doit être plus épaisse que l'épaisseur du métal d'appui. Cette expérience a porté sur des épaisseurs de préforme de 0,010, 0,012 et 0,016 pouce.
- La dernière variable était le pourcentage de flux. Deux pourcentages de flux de 1 % et 2 % ont été examinés. Pour chaque jambe, 25 coupons ont été refondus.
Mon prochain article de blog traitera des résultats de ces tests et indiquera si nous avons réussi à éviter le vide.
Jusqu'à la prochaine fois,
Adam


