這是博文系列的第四篇,談論高可靠性和低空洞的強化焊料預型件。本篇博文將著重於空洞實驗以及如何避免空洞 (Avoid The Void™)
先前所做的工作顯示,強化焊料預型件會使焊點的接合線更一致、更可靠。然而,空洞是焊接時需要考慮的另一個重要因素。由於可能的材料和製程變數眾多,一開始還不清楚這些變數會如何影響空洞。因此,我們開發了測試試片和 DOE 來評估這些變數。下圖為設計用來在回流過程中固定零件的夾具。
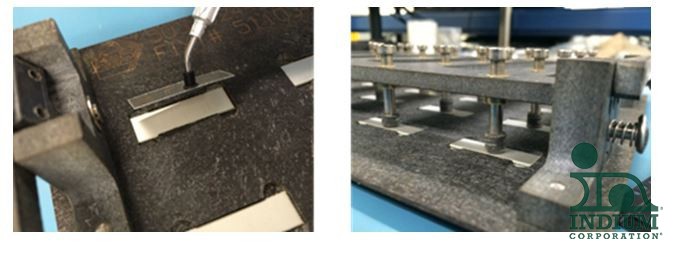
基板為 0.354 x 1.26 英吋,鍍有浸錫。夾在這些基板之間的是 SAC305 強化焊料預型件。在回流期間,對試片施加 5 克的壓力以迫使焊料塌陷。空氣回流曲線約為 1°C/秒,峰值溫度約為 245°C。
在開發 DOE 時,選擇了幾個強化瓶胚的製造變數來評估對焊點空洞的影響:
- 第一個變數是stand-off 覆蓋量。這指的是嵌入預型件的stand-off 金屬量。在本實驗中,使用了兩種版本,分別稱為 LM 和 SM。LM 的閒置金屬包覆密度較低。SM 的堆積密度約為 LM 的 3 倍,這表示在相同尺寸的預型件中嵌入了更多的閒置金屬。
- 第二個變數是支座的厚度。在本實驗中,研究了 0.004 英寸和 0.008 英寸的厚度。
- 第三個變數是整體焊料厚度。如前所述,焊料的厚度必須大於支撐金屬的厚度。本實驗研究了 0.010-、0.012- 和 0.016 英寸的預成型厚度。
- 最後一個變數是流量百分比。研究了 1% 和 2% 兩種助焊劑率。每條焊道都有 25 個試片進行回流焊。
我的下一篇部落格文章將討論這項測試的結果,以及我們是否能避開 Void。
下次再見
亞當


