Les gens,
Faire correspondre un profil de refusion à une spécification de pâte à braser est une compétence requise pour un ingénieur de processus SMT. À la lumière de ce qui précède, prenons un exemple. Supposons que nous voulions commencer à utiliser la pâte à souder sans plomb Indium8.9HF d'Indium Corporation. La spécification de refusion de la pâte à braser est présentée dans la figure 1 ci-dessous.
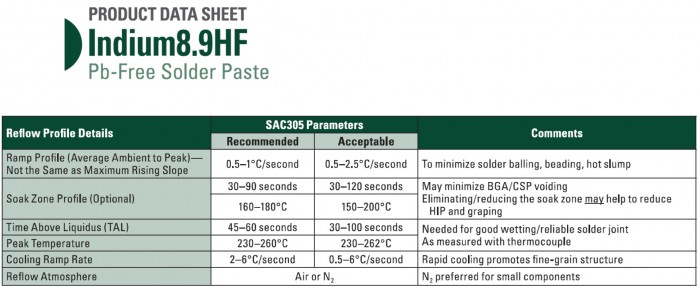
Figure 1. La spécification de refusion de la pâte à braser.
En outre, supposons que nous ayons un profil de refusion que nous avons utilisé dans le passé, comme le montre la figure 2.
Prenons maintenant chaque exigence du profil de refusion individuellement :
Profil de la rampe : D'après la figure 2, le four passe de la température ambiante au liquidus en 3,1 minutes (186 secondes), ce qui donne une pente de (219 - 25)°C/(186 - 0 ) sec = 194/186 = 1,04 °C/sec. Ce résultat dépasse de peu les spécifications recommandées, mais reste dans les limites des spécifications acceptables, comme le montre la figure 1.
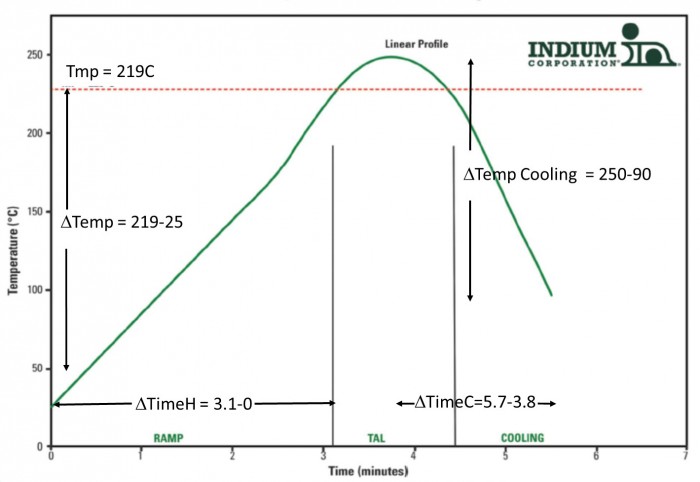
Figure 2. Le profil de reflux
Il n'y a pas de "trempage" dans ce profil, nous pouvons donc ignorer cette partie des spécifications de la pâte à braser.
D'après la figure 2, le temps au-dessus du liquidus est de 4,4 - 3,1 minutes (78 secondes), ce qui correspond à la plage recommandée par les spécifications de la pâte à braser. La température maximale est de 250°C, toujours dans la plage recommandée par la spécification, comme le montre la figure 1.
La vitesse de la rampe de refroidissement, d'après la figure 2, est de (250-90)°C/(5,7-3,8) min = 160°C/(114sec) = 1,40°C/sec, ce qui est conforme à la vitesse acceptable de la spécification de la pâte à braser.
Notre profil de refusion correspond donc bien à la spécification de la pâte à braser.
Santé,
Dr. Ron


