Les gens,
Ce billet est un extrait de l'ouvrage The Printed Circuits Assembers Guide to Solder Defects (Guide de l'assembleur de circuits imprimés sur les défauts de soudure) d'IndiumCorporation.
Introduction
Les problèmes liés aux cartes de circuits imprimés (PCB) peuvent constituer un défi, mais tous ne sont pas susceptibles d'entraîner votre PCB dans une tombe prématurée, comme le "tombstoning". Le "tombstoning" est causé par des forces de tension de surface inégales créées lors de la fusion de la pâte à braser sur les côtés opposés d'un composant passif. Ces forces inégales font que le composant passif se soulève d'un côté et rompt le contact avec le circuit, ce qui donne un résultat qui ressemble étrangement à une pierre tombale dans un cimetière (voir figure 1).

Figure 1 : Composants d'un condensateur en forme de tombe.
Mécanisme de mise au tombeau
Différents facteurs contribuent au tombstoning. Le tombstoning est presque toujours le résultat de forces de mouillage inégales sur les terminaisons du composant. Lorsqu'une extrémité "mouille" avant l'autre, la force de mouillage de la soudure, désormais déséquilibrée, "tire" le composant et le fait tourner, ce qui le fait se dresser sur lui-même. Nous rencontrons également des cas de tombstoning à la suite d'un chauffage inégal de l'assemblage du circuit imprimé. Lorsque le circuit imprimé passe dans le four de refusion, le côté avant du composant passif est souvent chauffé en premier (voir le côté gauche du composant passif dans la figure 2). Ce chauffage inégal fait fondre en premier le dépôt de pâte à braser le plus proche de la source de chaleur (côté gauche de la figure 2). Lorsque cette brasure fond, sa tension superficielle fait que le composant passif se tient debout, comme on peut le voir sur les figures 1 et 2.
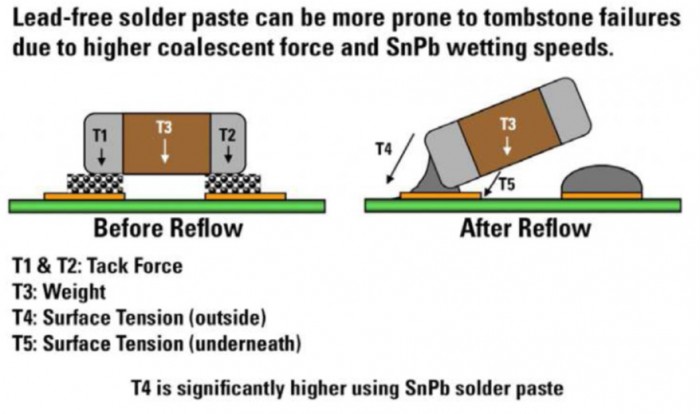
Figure 2 : Le mécanisme de tombstone en détail.
Alliage de soudure
L'une des méthodes permettant de minimiser le tombstoning consiste à utiliser un alliage de soudure qui présente une large plage "pâteuse" ou "plastique" lorsqu'il fond. La plage plastique est la plage de température sur laquelle la brasure est fondue et solide. Pour une brasure eutectique, telle que la brasure Sn63/Pb37, il n'y a pas de plage plastique, car la brasure est complètement solide à un peu moins de 183°C et complètement liquide à un peu plus de 183°C. Les alliages SnPbAg, tels que Sn62 ou Indalloy®100, ont été largement utilisés pour éliminer les problèmes de tombstoning dans les assemblages au plomb en raison de leur plage plastique accrue.
Dans les soudures sans Pb, le SAC3510 (Sn/3,5Ag/1Cu) a une plage plastique étroite, alors que le SAC305 a une plage plus large. On pourrait donc s'attendre à ce que le SAC305 soit plus performant en termes de minimisation du tombstoning, et c'est le cas. La figure 3 montre les résultats d'expériences visant à déterminer le taux de tombstoning. Il convient de noter que le taux de tombstoning du SAC3510 est plus de six fois supérieur à celui du SAC305. Le SAC305 étant l'un des alliages sans plomb les plus courants, l'apparition du tombstoning a considérablement diminué à l'ère du sans plomb.
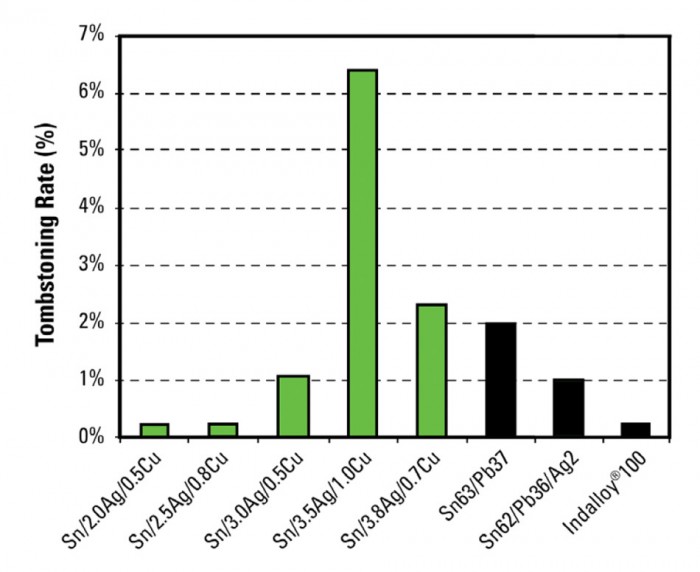
Figure 3 : Comparaison d'alliages de pierres tombales autres que le SAC305. Les barres vertes sont des alliages sans plomb ; les barres noires sont des alliages contenant du plomb.
Conception du conseil d'administration
Il est extrêmement important que les ingénieurs de fabrication travaillent en étroite collaboration avec les ingénieurs de conception pour éliminer les problèmes et les défauts dans la fabrication des circuits imprimés. Le "Tombstoning" est un défaut qu'une conception adéquate pourrait éliminer. Si la carte comporte un dissipateur thermique (une couche de cuivre, par exemple) sous ou près d'un côté d'un composant passif, et que l'autre côté est plus éloigné, le dissipateur thermique peut affecter l'équilibre thermique de l'assemblage ; la pâte à braser du côté sans dissipateur thermique peut devenir liquide en premier, ce qui peut provoquer un défaut de tombstoning.
Dessin au pochoir
La réduction de la quantité de pâte à braser imprimée sur les pastilles du circuit imprimé permet également de réduire le phénomène de tombstoning. Il est particulièrement utile de réduire la quantité de pâte à braser imprimée directement derrière les extrémités du passif, ce qui élimine presque toutes les forces de tombstoning. Un modèle de pochoir typique permettant d'atteindre cet objectif est illustré à la figure 4. Dans certaines expériences, cette conception a permis d'éliminer complètement le tombstoning.
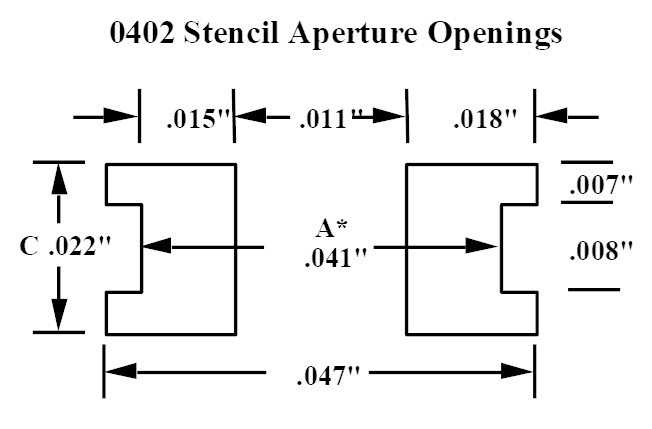
Figure 4 : Conception d'un pochoir pour minimiser le tombstoning dans les passifs 0402.
Impression
Le processus d'impression et l'efficacité du transfert sont des éléments clés de nombreux défauts de fin de ligne, y compris le tombstoning. Si un côté d'un composant passif contient plus de pâte à braser que l'autre côté, le composant peut être placé dans une position où il n'entre en contact qu'avec le dépôt le plus élevé. Il en résulterait très probablement un défaut de type "tombstone". L'utilisation d'un équipement d'inspection de la pâte à braser (SPI) permet de s'assurer que les dépôts de pâte à braser sont conformes aux spécifications et qu'un dépôt n'est pas plus élevé qu'un autre. L'optimisation de la taille et de la forme de l'ouverture permet également de minimiser la variation du volume de pâte à braser entre les pastilles.
Placement
La force de placement et/ou une mauvaise hauteur Z peuvent souvent être à l'origine du tombstoning. Il est important de s'assurer que la pression de placement et la hauteur Z sont adaptées à l'assemblage et optimisées avant la production. Il est également possible que les pièces soient de travers lorsqu'elles sont placées. Bien que la soudure ait tendance à s'aligner d'elle-même, les composants mal placés et non alignés peuvent provoquer un tombstoning.
Refonte
Une approche pour minimiser le tombstoning consiste à diminuer l'apport total de chaleur pendant la refusion en augmentant progressivement le taux de rampe ; cependant, cette condition peut être difficile à réaliser dans un four de refusion. Une autre option consiste à utiliser un profil de refusion par trempage pour atteindre l'équilibre thermique entre les deux dépôts de pâte à braser, de sorte que les deux dépôts entrent dans la phase de liquidus en même temps.
En plus d'éviter les pâtes à braser sans plage plastique, une atmosphère d'azote dans le four de refusion tend à exacerber le tombstoning car l'azote augmente les vitesses de mouillage et permet aux forces de tension superficielle d'apparaître plus rapidement. À moins qu'il n'y ait des dépôts de pâte à braser à caractéristiques fines ou des assemblages "Package-on-Package" (PoP) sur la carte, il n'y a probablement pas de raison d'utiliser de l'azote car la plupart des pâtes à braser modernes de haut niveau peuvent fonctionner correctement dans une atmosphère de refusion à l'air.
Conclusions
Le tombstoning peut être minimisé en suivant les directives énoncées dans cet article. Un moyen fiable de minimiser le tombstoning est d'utiliser un alliage de soudure ayant une large plage plastique, tel que l'Indalloy®100(avec plomb) ou le SAC305 (sans Pb). Il est également important de maintenir un dialogue ouvert avec les concepteurs de cartes afin de minimiser les dissipateurs thermiques situés à proximité ou sous un côté des composants passifs. Utilisez un profil de température de soudure par refusion qui passe lentement du solidus au liquidus, ou qui minimise le décalage thermique avec un trempage. Incorporer le SPI pour s'assurer que les dépôts de soudure sont de hauteurs similaires et conformes aux spécifications, et imprimer un dépôt de soudure de petite taille, en particulier aux deux extrémités du composant passif. Assurez-vous que la pression de placement et la hauteur Z sont appropriées et que les pièces ne sont pas placées de travers. Évitez d'utiliser de l'azote dans le four de refusion ; avec une bonne pâte à braser, cela n'est pas nécessaire et exacerbe le tombstoning.
Santé,
Dr. Ron


