Gente,
Questo post è un estratto di The Printed Circuits Assemblers Guide to Solder Defects di IndiumCorporation.
Introduzione
I problemi delle schede a circuito stampato (PCB) possono essere una sfida, ma non tutti possono portare il PCB a una morte prematura come il tombstoning. Il tombstoning è causato da forze di tensione superficiale ineguali create durante la fusione della pasta saldante sui lati opposti di un componente passivo. Queste forze ineguali fanno sì che il componente passivo si sollevi da un'estremità e interrompa il contatto con il circuito, dando origine a un fenomeno che assomiglia in modo inquietante a una lapide in un cimitero (vedi Figura 1).

Figura 1: Componenti del condensatore tombato.
Meccanismo di tombatura
Diversi fattori contribuiscono al tombstoning. Il tombstoning è quasi sempre il risultato di forze di bagnatura non uniformi sulle terminazioni del componente. Quando un'estremità si "bagna" prima dell'altra, la forza di bagnatura della saldatura, ora sbilanciata, "tira" il componente e lo fa ruotare, causandone il distacco. Si verifica anche il tombstoning a seguito di un riscaldamento non uniforme dell'assemblaggio del PCB. Quando la scheda di cablaggio stampato (PWB) passa attraverso il forno a rifusione, spesso il lato anteriore del componente passivo viene riscaldato per primo (si veda il lato sinistro del passivo nella Figura 2). Questo riscaldamento non uniforme fa sì che il deposito di pasta saldante più vicino alla fonte di calore (il lato sinistro della Figura 2) si sciolga per primo. Quando questa saldatura si scioglie, la sua tensione superficiale fa sì che il passivo rimanga in posizione verticale, come si vede nelle Figure 1 e 2.
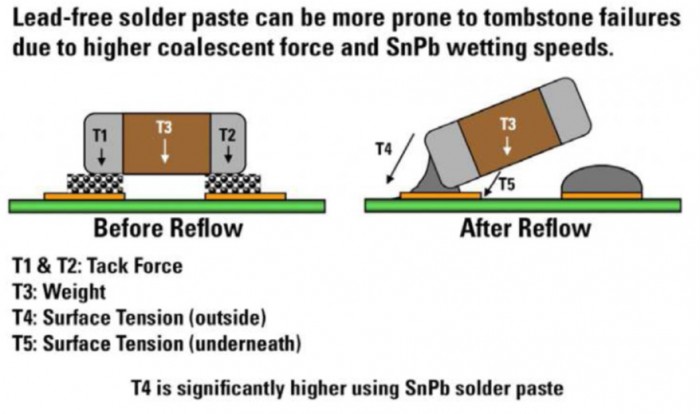
Figura 2: Il meccanismo di tombatura in dettaglio.
Lega di saldatura
Un approccio per ridurre al minimo il tombstoning consiste nell'utilizzare una lega di saldatura che abbia un'ampia gamma "pastosa" o "plastica" durante la fusione. L'intervallo plastico è l'intervallo di temperatura in cui la saldatura è fusa e solida. Per una lega di saldatura eutettica, come la lega Sn63/Pb37, non esiste un intervallo plastico, poiché la lega è completamente solida a poco meno di 183°C e completamente liquida a poco più di 183°C. Le leghe SnPbAg, come Sn62 o Indalloy®100, sono state ampiamente utilizzate per eliminare i problemi di tombstoning negli assemblaggi con piombo, grazie al loro maggiore intervallo plastico.
Nelle saldature senza Pb, il SAC3510 (Sn/3,5Ag/1Cu) ha una gamma plastica ristretta, mentre il SAC305 ha una gamma più ampia. Pertanto, ci si aspetterebbe che il SAC305 abbia prestazioni migliori in termini di minimizzazione del tombstoning, e così è. La Figura 3 mostra i risultati degli esperimenti condotti per determinare il tasso di tombstoning. Si noti che il tasso di tombstoning di SAC3510 è più di sei volte superiore a quello di SAC305. Poiché la SAC305 è una delle leghe senza Pb più comuni, il fenomeno del tombstoning è notevolmente diminuito nell'era del Pb-free.
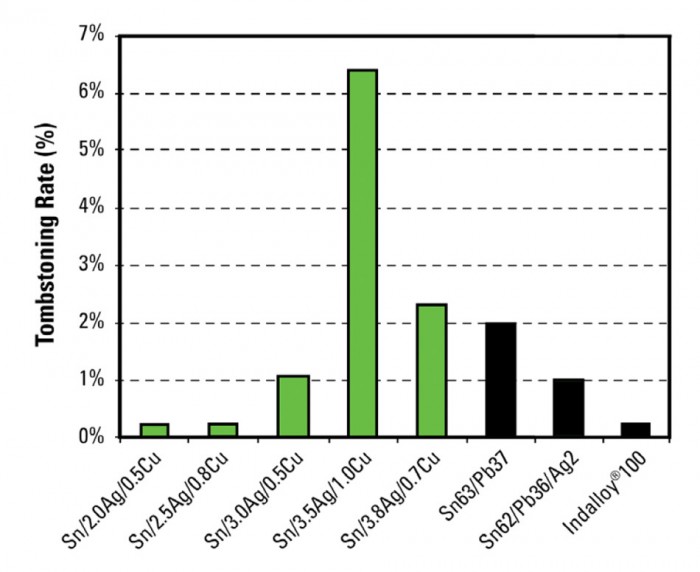
Figura 3: Confronto tra le leghe di tombstone diverse dalla SAC305. Le barre verdi sono leghe senza piombo; quelle nere sono leghe contenenti piombo.
Design della scheda
È estremamente importante che gli ingegneri di produzione lavorino a stretto contatto con gli ingegneri di progettazione per eliminare le sfide e i difetti nella produzione dei PCB. Il tombstoning è un difetto per il quale una corretta progettazione potrebbe eliminare il problema. Se il progetto della scheda prevede un dissipatore di calore (uno strato di rame, ad esempio) sotto o vicino a un lato di un componente passivo, mentre l'altro lato è più lontano, il dissipatore di calore potrebbe influenzare l'equilibrio termico dell'assemblaggio; la pasta saldante sul lato senza dissipatore di calore potrebbe diventare liquida per prima, causando un difetto di tombstoning.
Design dello stencil
Anche la riduzione della quantità di pasta saldante stampata sulle piazzole della scheda riduce il tombstoning. È particolarmente utile ridurre la quantità di saldatura stampata direttamente dietro le estremità del passivo, per eliminare quasi tutte le forze di tombstoning. La Figura 4 mostra un tipico progetto di stencil per raggiungere questo obiettivo. In alcuni esperimenti, questo design ha eliminato completamente il tombstoning.
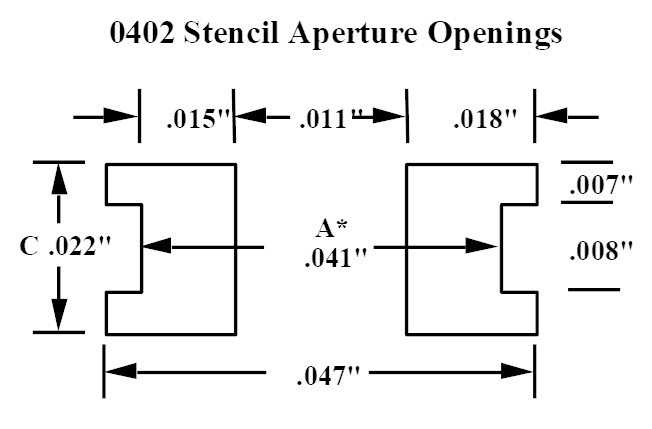
Figura 4: Progetto di stencil per ridurre al minimo il tombstoning nei passivi 0402.
Stampa
Il processo di stampa e l'efficienza di trasferimento sono componenti chiave di molti difetti di fine linea, tra cui il tombstoning. Se un lato di un componente passivo presenta una quantità maggiore di pasta saldante rispetto all'altro lato, il componente potrebbe essere collocato in una posizione in cui viene a contatto solo con il deposito più alto. In questo caso, è probabile che si verifichi un difetto di tipo tombstone. L'uso di apparecchiature per l'ispezione della pasta saldante (SPI) può aiutare a garantire che i depositi di pasta saldante rientrino nelle specifiche e che un deposito non sia superiore a un altro. L'ottimizzazione delle dimensioni e della forma dell'apertura consente inoltre di ridurre al minimo la variazione del volume di pasta saldante tra le piazzole.
Posizionamento
La forza di posizionamento e/o un'altezza Z non corretta possono spesso essere la causa del tombstoning. È importante assicurarsi che la pressione di posizionamento e l'altezza Z siano adeguate all'assemblaggio e ottimizzate prima della produzione. È anche possibile che i pezzi siano inclinati durante il posizionamento. Sebbene la saldatura tenda ad autoallinearsi, i componenti posizionati in modo errato e non allineati possono causare il tombstoning.
Riflusso
Un approccio per ridurre al minimo il tombstoning consiste nel diminuire l'apporto totale di calore durante il riflusso aumentando gradualmente la velocità di rampa; tuttavia, questa condizione potrebbe essere difficile da realizzare in un forno di riflusso. Un'altra opzione è quella di utilizzare un profilo di riflusso di tipo soak per raggiungere l'equilibrio termico tra i due depositi di pasta saldante, in modo che entrambi i depositi entrino nella fase liquida nello stesso momento.
Oltre a evitare le saldature prive di gamma plastica, un'atmosfera di azoto nel forno di rifusione tende a esacerbare il tombstoning perché l'azoto aumenta la velocità di bagnatura e consente alle forze di tensione superficiale di manifestarsi più rapidamente. A meno che sulla scheda non vi siano depositi di pasta saldante con caratteristiche fini o assemblaggi PoP (Package-on-Package), molto probabilmente non ci sarà motivo di usare l'azoto, poiché la maggior parte delle paste saldanti moderne di alto livello può funzionare bene in un'atmosfera di rifusione ad aria.
Conclusioni
Il tombstoning può essere ridotto al minimo seguendo le linee guida indicate in questo articolo. Un modo affidabile per ridurre al minimo il tombstoning è quello di utilizzare una lega di saldatura con un'ampia gamma di plastiche, come l'Indalloy®100(con piombo) o la SAC305 (senza Pb). È inoltre importante mantenere un dialogo aperto con i progettisti della scheda per ridurre al minimo i dissipatori di calore vicino o sotto un lato dei componenti passivi. Utilizzare un profilo di temperatura di saldatura a riflusso che passi lentamente da solidus a liquidus, oppure ridurre al minimo il disallineamento termico con un ammollo. Incorporare l'SPI per garantire che i depositi di saldatura abbiano altezze simili e rientrino nelle specifiche, e stampare un deposito di saldatura di dimensioni ridotte, soprattutto alle due estremità del passivo. Assicurarsi che la pressione di posizionamento e l'altezza Z siano appropriate e che i pezzi non siano posizionati in modo obliquo. Evitare l'uso di azoto nel forno di riflusso; con una buona pasta saldante, non è necessario e aggrava il tombstoning.
Salute,
Dr. Ron


