朋友們
本文章節錄自 IndiumCorporation 的《印刷電路板組裝人員焊錫瑕疵指南》(The Printed Circuits Assemblers Guide to Solder Defects)。
簡介
印刷電路板 (PCB) 問題可能是一項挑戰,但並非所有問題都會讓您的 PCB 像墓碑一樣提早進入墳墓。Tombstoning 是由於被動元件相對兩側的焊膏在熔化過程中產生了不相等的表面張力。這些不均勻的力量會導致被動元件的一端翹起,並斷開與電路的接觸,造成看起來非常類似墳場中的墓碑(請參閱圖 1)。

圖 1:墓碑式電容元件。
墓碑機制
造成 「墓碑 」的因素有很多。「墓碑 」幾乎總是元件端點上不平衡的潤濕力造成的。當一端比另一端先 「濕 」時,現在不平衡的焊料濕潤力會 「拉 」住元件並使其旋轉,導致元件翹起。在 PCB 組件加熱不均勻時,我們也會遇到 「墓碑 」現象。當印刷電路板 (PWB) 穿過回流焊爐時,被動元件的前端通常會先被加熱(見圖 2 中被動元件的左側)。這種不均勻的加熱會導致最靠近熱源的焊膏沉積物(圖 2 中的左側)最先熔化。當這些焊錫熔化時,其表面張力會導致被動元件直立,如圖 1 和圖 2 所示。
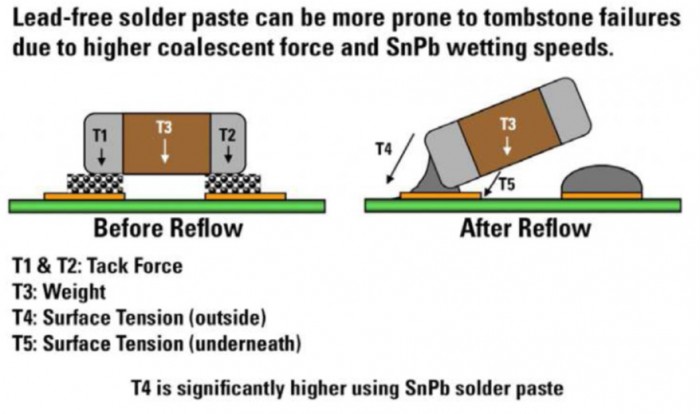
圖 2:墓碑機制的詳細說明。
焊接合金
減少墓石的一種方法是使用熔化時有較大 「糊狀 」或 「塑性 」範圍的焊料合金。塑性範圍是焊料熔化和固化的溫度範圍。對於共晶焊料,例如 Sn63/Pb37 焊料,不存在塑性範圍,因為焊料在略低於 183°C 時完全固態,而在略高於 183°C 時完全液態。SnPbAg 合金,例如 Sn62 或 Indalloy®100,由於其塑性範圍增加,已廣泛用於消除含鉛組件的墓石問題。
在無鉛焊料中,SAC3510 (Sn/3.5Ag/1Cu) 的塑性範圍較窄,而 SAC305 的塑性範圍較寬。因此,我們預期 SAC305 在減少墓紋方面的表現會比較好,而事實上也是如此。圖 3 顯示了確定墓紋率的實驗結果。請注意,SAC3510 的墓紋率是 SAC305 的六倍多。由於 SAC305 是最常見的無鉛合金之一,因此在無鉛時代,墓蝕的發生率已大大降低。
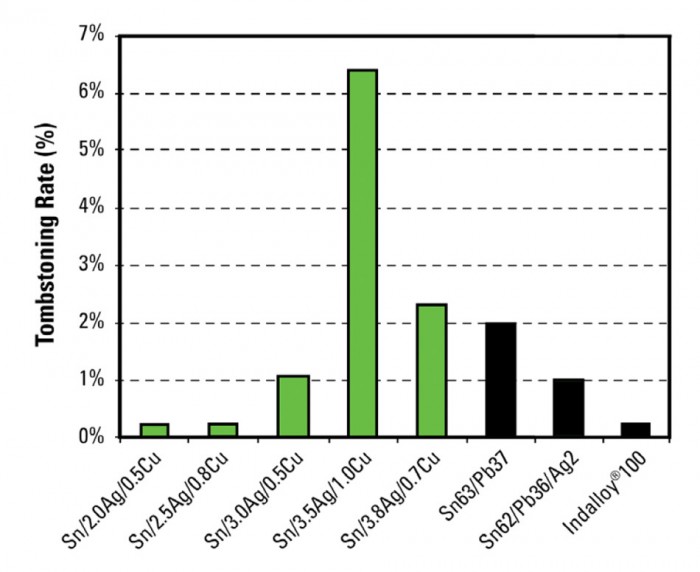
圖 3:SAC305 以外的墓石合金比較。綠色為無鉛合金,黑色為含鉛合金。
板卡設計
對製造工程師而言,與設計工程師密切合作以消除 PCB 製造過程中的挑戰和缺陷是極為重要的。Tombstoning 是一種可以透過適當設計消除問題的缺陷。如果電路板設計在被動元件的一側下方或附近設有散熱片(例如銅層),而另一側距離較遠,則散熱片可能會影響組裝的熱平衡;沒有散熱片一側的焊膏可能會先變為液態,這可能會導致墓石缺陷。
模板設計
盡量減少印刷在 PCB 焊墊上的焊膏量也可以減少墓石。減少直接印在被動元件兩端後面的焊錫量尤其有幫助,這幾乎可以消除所有的墓紋力。幫助實現此目標的典型鋼版設計如圖 4 所示。在某些實驗中,這種設計完全消除了墓紋。
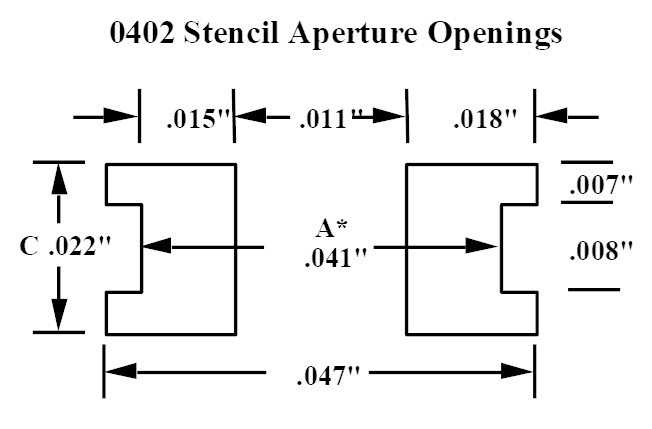
圖 4:將 0402 無源器件中的墓碑紋最小化的鋼網設計。
印刷
印刷製程和轉移效率是許多生產線末端缺陷(包括墓碑)的關鍵組成部分。如果被動元件的一邊比另一邊有更多的焊膏,元件可能會被放置在只接觸較高焊膏的位置。這極有可能導致墓碑缺陷。使用焊膏檢測 (SPI) 設備可以幫助確保焊膏沉積物符合規格,而且其中一個沉積物不會比另一個高。最佳化開孔的大小與形狀也有助於將焊墊之間的焊膏量變化減到最小。
安置
置放力和/或不適當的 Z 高度往往是發生墓碑的原因。重要的是要確保貼放壓力和 Z 高度適合組裝,並在生產前進行最佳化。零件也有可能在放置時發生偏斜。雖然焊料傾向於自動對齊,但元件放置不正確或不對齊也可能導致墓石。
回流焊
減少墓石的一種方法是透過逐漸增加斜率來降低回流期間的總熱量輸入;然而,在回流爐中可能難以達到此條件。另一種方法是使用浸泡式回流剖面,以達到兩個焊膏沉積層之間的熱平 衡,使兩個沉積層同時進入液相階段。
除了避免使用沒有塑性範圍的焊料之外,回流爐中的氮氣氛往往會加重墓碑現象,因為氮氣增加了濕潤速度,並使表面張力更快地出現。除非電路板上有微細的焊膏沉積或封裝 (PoP) 組件,否則很可能沒有理由使用氮氣,因為大多數頂尖的現代焊膏在空氣回流氣氛中都能表現良好。
結論
遵循本文所列出的指引,可將墓石現象減至最低。減少墓石的可靠方法是使用塑性範圍較大的焊料合金,例如Indalloy®100(有鉛) 或 SAC305 (無鉛)。與電路板設計師保持開放的對話也很重要,以盡量減少靠近或在被動元件一側下方的散熱片。使用回流焊接溫度曲線,緩慢地從固態(solidus)轉為液態(liquidityus),或使用浸泡(soak)將熱錯配減至最低。結合 SPI 以確保焊料沉積高度相似且符合規格,並印刷出較小的焊料沉積,尤其是在被動元件的兩端。確保貼片壓力和 Z 高度適當,且零件貼片時不會有偏斜。避免在回流爐中使用氮氣;在良好的焊膏下,氮氣是不必要的,而且會加劇墓碑現象。
乾杯
羅恩博士


