Les gens,
Comme nous l'avons mentionné dans le dernier article, il est fréquent que le processus PIP (pin-in-paste) ne permette pas d'obtenir un volume de soudure suffisant. Si les caractéristiques du circuit imprimé et des composants sont telles que l'obtention d'une quantité suffisante de soudure (en délivrant un volume adéquat de pâte à braser) est un problème, il peut être utile d'ajouter des préformes de soudure afin d'augmenter le volume de soudure.
En plus de nous aider à obtenir le volume de pâte à souder approprié, StencilCoach™ calculera également les dimensions de l'ouverture du pochoir lorsque des préformes de soudure sont ajoutées. Une taille de préforme de soudure pratique qui est souvent utilisée est de la même taille qu'un composant passif 0603 (60 x 30 mils). La préforme est placée sur le dépôt de pâte à braser, et cette taille courante est donc pratique car elle peut être placée par une machine de placement de composants. Les préformes de soudure se présentent généralement sous la forme d'un ruban et d'une bobine, ce qui facilite leur mise en place par la machine de placement des composants (pas d'équipement supplémentaire, pas de formation supplémentaire, pas de temps supplémentaire).
Certains ingénieurs utilisent des ouvertures en forme de dogbone avec des préformes, comme le montre la figure 1. StencilCoachTM calcule également les dimensions de ce type d'ouverture.
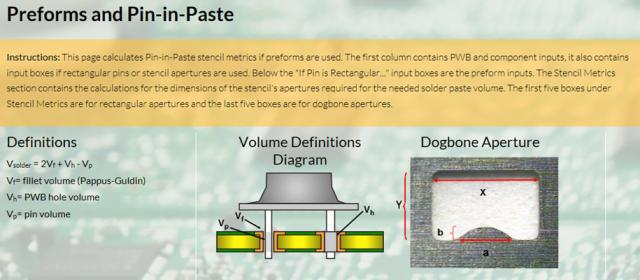
Figure 1. L'ouverture du pochoir en forme de dogbone est visible en bas à droite.
Prenons l'exemple de l'application décrite dans le dernier article. Rappelons que nous n'avons pu imprimer suffisamment de pâte qu'en utilisant des ouvertures carrées (car le diamètre des ouvertures circulaires nécessaires était si grand que les dépôts de pâte se chevauchaient). Les données d'entrée et les calculs utilisant des préformes de soudure pour cette application sont présentés dans la figure 2. En utilisant deux préformes 0603 de 12 mils d'épaisseur, nous n'avons plus besoin que d'ouvertures carrées (60,5 mils) ou d'ouvertures circulaires d'un rayon de 34 mils. StencilCoach calculera également les dimensions équivalentes de l'ouverture en dogbone comme indiqué en bas à droite de la Figure 2.
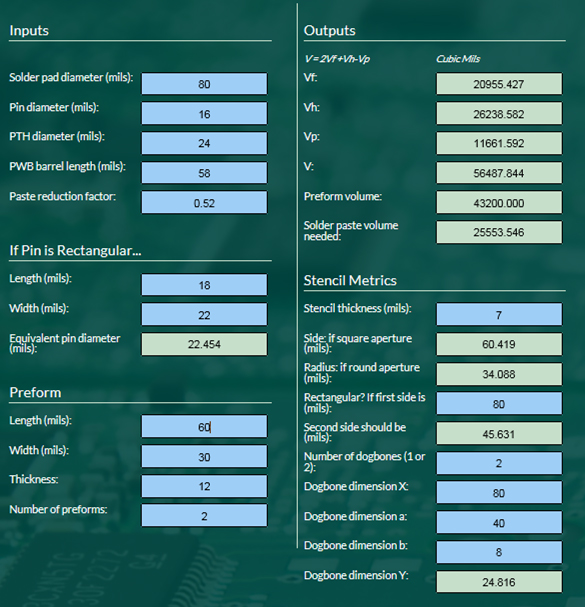
Figure 2. PIP avec entrée de la préforme (bleu) et calculs (vert).
Le processus Pin-in-Paste peut être utile dans la mesure où il permet d'éliminer la soudure à la vague, d'améliorer le temps de cycle et la qualité des produits finis. Dans les cas où l'impression au pochoir ne permet pas d'obtenir suffisamment de pâte à braser pour former un joint acceptable, l'ajout de préformes de soudure peut sauver la situation.
Santé,
Dr. Ron


