皆さん、
前回の 記事で述べたように、PIP(ピン・イン・ペースト)工程では、十分なはんだ量を確保するのに苦労するのが一般的な問題です。プリント基板と部品の寸法が、十分なはんだ量を得る(適切な量のはんだペーストを供給する)ことが問題であるような場合、はんだ量を増やすためにはんだプリフォームを追加することが役立ちます。
適切なはんだペースト量を得るための支援に加え、ステンシルコーチははんだプリフォームを追加する際のステンシル開口寸法も計算します。よく使用される便利なはんだプリフォームのサイズは、0603受動部品と同じサイズ(60 x 30 mils)です。プリフォームははんだペーストの堆積物の上に配置されるため、この一般的なサイズは部品配置機で配置できて便利です。はんだプリフォームは通常、部品装着機で簡単に装着できるよう、テープ&リール形式になっています(機器の追加、トレーニングの追加、時間の追加がありません)。
図1に示すように、プリフォームでドッグボーン型のアパーチャを使用するエンジニアもいます。StencilCoachTMは、このタイプのステンシル開口部の寸法も計算します。
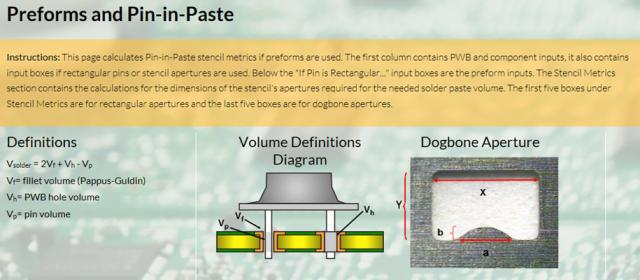
図1.右下にドッグボーン型のステンシル開口部が見える。
前回の記事のアプリケーションを考えてみよう。正方形の開口部を使用することによってのみ、十分なペーストを印刷することができたことを思い出してください(必要な円形の開口部の直径が非常に大きく、ペーストの堆積が重なってしまうため)。このアプリケーションのはんだプリフォームを使った入力と計算を図2に示します。厚さ12ミルの0603プリフォームを2枚使用することで、必要なのは正方形のステンシル開口部(60.5ミル)または半径34ミルの円形開口部のみとなります。StencilCoachは、図2の右下に示すように、同等のドッグボーン・アパーチャ寸法も計算します。
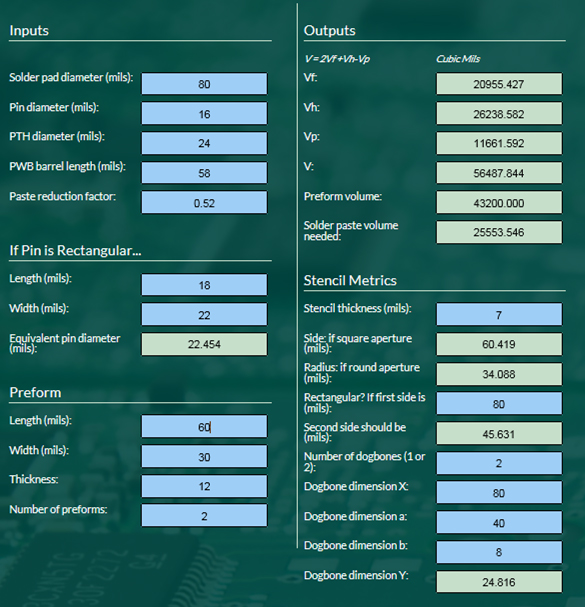
図2.プリフォーム入力(青)と計算(緑)によるPIP。
ピンインペーストプロセスは、ウェーブはんだ付けを排除し、サイクルタイムを改善し、完成品の品質を向上させるという点で役立ちます。ステンシル印刷では十分なはんだペーストが得られない場合、はんだプリフォームを追加することで、はんだ接合部を形成することができます。
乾杯
ロン博士


