Leute,
Wie im letzten Beitrag erwähnt, ist es ein häufiges Problem beim PIP (Pin-in-Paste)-Prozess, ein ausreichendes Lotvolumen zu erhalten. Wenn die Leiterplatten- und Bauteilmetrik so beschaffen ist, dass es ein Problem ist, genügend Lot zu erhalten (indem man ein angemessenes Volumen an Lotpaste liefert), kann es hilfreich sein, Lotvorformen hinzuzufügen, um das Lotvolumen zu erhöhen.
StencilCoach™ unterstützt uns nicht nur bei der Ermittlung des richtigen Lotpastenvolumens, sondern berechnet auch die Abmessungen der Schablonenöffnung, wenn Lotvorformlinge hinzugefügt werden. Eine häufig verwendete Größe der Lotvorform entspricht der Größe eines passiven Bauteils 0603 (60 x 30 mils). Die Vorform wird auf dem Lotpastendepot platziert, daher ist diese gängige Größe praktisch, da sie von einem Bestückungsautomaten platziert werden kann. Lötvorformlinge werden in der Regel in einem Tape & Reel-Format geliefert, um eine einfache Platzierung durch den Bestückungsautomaten zu ermöglichen (keine zusätzliche Ausrüstung, keine zusätzliche Schulung, keine zusätzliche Zeit).
Einige Ingenieure verwenden dogbone-förmige Öffnungen mit Vorformlingen, wie in Abbildung 1 dargestellt. StencilCoachTM berechnet auch die Abmessungen für diese Art von Schablonenöffnungen.
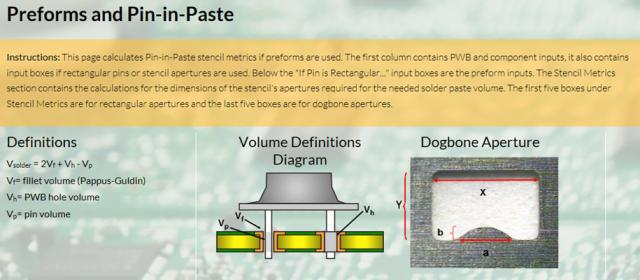
Abbildung 1. Rechts unten ist eine hundegrätenförmige Schablonenöffnung zu sehen.
Betrachten Sie die Anwendung aus dem letzten Beitrag. Erinnern Sie sich, dass wir nur mit quadratischen Öffnungen genügend Paste drucken konnten (da der Durchmesser der benötigten runden Öffnungen so groß war, dass sich die Pastenablagerungen überschneiden würden). Die Eingaben und Berechnungen unter Verwendung von Lotvorformen für diese Anwendung sind in Abbildung 2 dargestellt. Durch die Verwendung von zwei 0603 12-mil dicken Preforms benötigen wir nur noch quadratische Schablonenöffnungen (60,5 mils) oder runde Öffnungen mit einem Radius von 34 mils. StencilCoach berechnet auch die äquivalenten Abmessungen der Dogbone-Öffnungen, wie in Abbildung 2 unten rechts dargestellt.
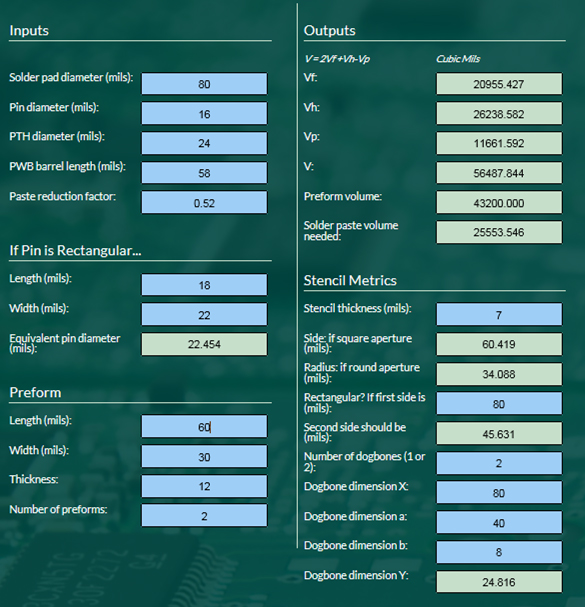
Abbildung 2. PIP mit Vorformlingseingabe (blau) und Berechnungen (grün).
Das Pin-in-Paste-Verfahren kann insofern hilfreich sein, als es das Wellenlöten überflüssig macht, die Zykluszeit verkürzt und die Qualität der Endprodukte verbessert. In Fällen, in denen der Schablonendruck nicht genügend Lötpaste für eine akzeptable Lötstelle liefern kann, kann das Hinzufügen von Lötvorformen den Tag retten.
Zum Wohl,
Dr. Ron


