O empacotamento avançado tem continuado a evoluir com várias tecnologias de interligação a caminho da integração heterogénea. São utilizados diferentes processos de montagem para otimizar o rendimento dos pacotes avançados, ao mesmo tempo que é necessário o desenvolvimento de materiais de embalagem avançados inovadores para enfrentar os muitos desafios que se colocam no processo de montagem de módulos System in Package (SiP) e miniaturizados.
Desafios para os materiais de embalagem avançados
As matrizes de maiores dimensões com interligações densamente embaladas - e os passos mais apertados e os bumps mais pequenos associados - apresentam desafios no processo de montagem, incluindo juntas abertas induzidas por empenos e desafios de remoção de resíduos de fluxo devido aos espaçamentos apertados, entre outros. Por exemplo, o empeno de um molde de silício maior e mais fino e de um substrato fino, juntamente com um design de saliências assimétrico, constitui um desafio comum para obter um bom rendimento na embalagem. A colagem por compressão térmica (TCB), a colagem assistida por laser (LAB) e o refluxo com ácido fórmico sem fluxo são utilizados para ultrapassar estes desafios (Figura 1). Os processos TCB e LAB mantêm normalmente a bolacha ou o substrato num pedestal aquecido a 100-150°C durante um período de tempo prolongado; se for utilizado fluxo para o processo de ligação, esta condição pode causar um desafio de limpeza para o resíduo de fluxo endurecido.
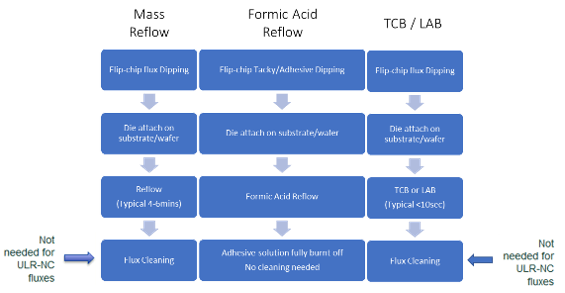
Por conseguinte, foram desenvolvidas novas formulações de fluxos e agentes adesivos para a colagem de bolachas/pastilhas. Por exemplo, a mudança para a utilização de fluxos de flip-chip de grau semicondutor com resíduos ultrabaixos (ULR) e sem limpeza é uma das soluções para ultrapassar estes desafios, uma vez que o resíduo de fluxo deixado para trás após o processo de soldadura é mínimo (menos de 10%, tão baixo como 1%). O fluxo ULR foi utilizado para eliminar o risco de corrosão, ao mesmo tempo que proporciona humidade e aderência adequadas para formar boas juntas sem necessidade de limpeza, uma vez que o resíduo mínimo de fluxo é compatível com os materiais de enchimento ou de moldagem utilizados no processo subsequente.
Para a refusão com ácido fórmico sem fluxo ("fluxless"), é utilizado um agente adesivo ou pegajoso para manter a matriz no lugar durante o processo, e este agente pegajoso não deve deixar qualquer resíduo que seja incompatível com o processo subsequente.
Para o empacotamento em nível de wafer com saída em leque (FOWLP), normalmente é necessário um processo de fixação de esferas para formar a saliência de interconexão. Para além do problema de empenamento e da eficácia do processo de remoção de fluxo acima mencionado, a compatibilidade com os novos revestimentos de polímeros dieléctricos de poliimida, BCB e PBO é outra área de preocupação. A delaminação e os resíduos na camada dieléctrica são alguns dos problemas comuns devido à incompatibilidade entre os diferentes materiais sob a influência da temperatura. Após um estudo aprofundado da interação entre o material de fluxo e a camada dieléctrica a diferentes temperaturas, foram desenvolvidos novos materiais de fluxo que são compatíveis com os novos revestimentos de polímeros dieléctricos.
Desafios da SiP
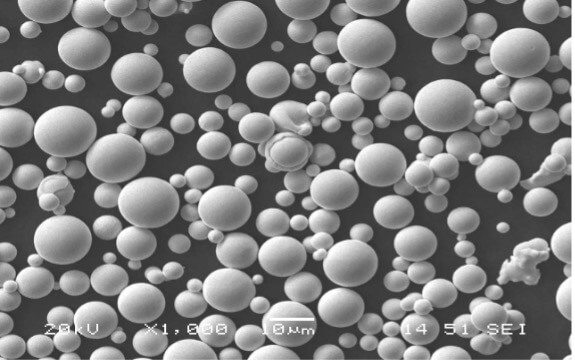
A deposição de pasta de solda para aplicações SiP de alta densidade tornou-se um grande desafio. Em resposta à miniaturização e à densificação funcional dos pacotes de semicondutores para SiP e integração heterogénea, foi desenvolvida uma carteira abrangente de pasta de solda concebida para impressão de passo ultrafino com pós finos que vão do Tipo 6 ao Tipo 8 (Figura 2), ultrapassando os desafios da oxidação devido à grande área de superfície dos pós finos. Para aplicações de pasta de solda de caraterísticas finas até 100µm ou menos, a qualidade do pó de liga de solda fina, as formulações de fluxo e a reologia da pasta de solda são cruciais para conseguir uma deposição consistente de pasta de solda e um bom desempenho de soldadura. Estas caraterísticas importantes ajudam a reduzir os vazios e os deslizamentos com um desempenho de impressão consistente, combinando um desempenho superior de humidificação com uma excelente eficiência de transferência de impressão de estêncil para satisfazer a mais ampla gama de requisitos de processo. Para determinados designs de embalagens em que a impressão de pasta de solda pode não ser possível, a microdispensação ou o jato de precisão também podem ser utilizados como alternativa, com uma deposição consistente até 80 µm de tamanho.
O desenvolvimento de novas soldas é também um fator crítico para a integração heterogénea. As ligas com diferentes temperaturas de fusão podem ser necessárias para a SiP quando existem diferentes ciclos de refluxo que exigem uma hierarquia de solda. Além disso, as soldas com temperaturas de fusão mais baixas podem proporcionar um melhor controlo do empeno, especialmente para matrizes/substratos finos, bem como uma exposição mínima ao calor para componentes sensíveis ao calor. Foram também desenvolvidas ligas com maior fiabilidade para módulos automóveis e outras aplicações exigentes.
Eletrónica de potência e gestão térmica
Foi desenvolvida uma carteira de soluções de materiais para a eletrónica de potência, incluindo pasta de solda com baixo Alfa e elevado teor de Pb com corrente de fuga reduzida para dispositivos de alta potência (por exemplo, GaN), e Durafuse™ HT (patente pendente) utilizando tecnologia de pó de solda mista como alternativa sem Pb a alta temperatura, que oferece resistência ao cisalhamento, fiabilidade de ciclos térmicos e condutividade térmica melhor do que (ou pelo menos comparável a) o elevado teor de Pb, utilizando simultaneamente processos de soldadura semelhantes ao atual processo de soldadura com elevado teor de Pb.
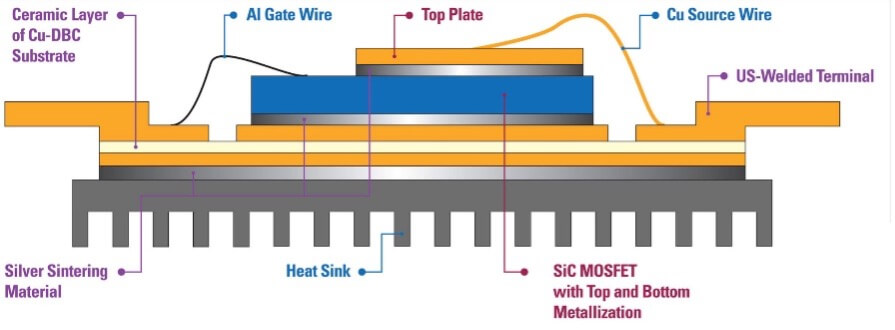
Os desenvolvimentos nas formulações de pastas de sinterização de Ag e Cu resultaram em soluções para a fixação de matrizes, fixação de pacotes e aplicações semelhantes para a eletrónica de potência (Figura 3) com propriedades significativamente melhoradas, incluindo a resistência ao cisalhamento da ligação e a condutividade térmica. Os materiais com elevada carga metálica são concebidos para deixar um mínimo de resíduos orgânicos após o processo de sinterização, com sinterização rápida e forte resistência da junta para sinterização sem pressão e pressurizada, em diferentes acabamentos de superfície (por exemplo, Ag, Cu e Au). Foram alcançados baixos níveis de vazios e porosidade com processos de sinterização pré-secos e assistidos por pressão.
Para enfrentar os desafios da gestão térmica à medida que a densidade de potência dos dispositivos semicondutores aumenta e a temperatura da junção sobe, foram desenvolvidas ao longo dos anos várias soluções de materiais de interface térmica (TIM) com uma vasta gama de condutividade térmica e formas. Os TIM metálicos estão a ser cada vez mais utilizados em aplicações exigentes, incluindo os TIM à base de índio e os TIM à base de gálio. É interessante notar que os TIM de metal líquido à base de gálio estão a abrir novas possibilidades na gestão térmica, devido às suas robustas propriedades de molhagem com várias superfícies e à promessa de eliminar "fugas".


