Il packaging avanzato ha continuato a evolversi con varie tecnologie di interconnessione che si stanno dirigendo verso l'integrazione eterogenea. Per ottimizzare la resa dei pacchetti avanzati si utilizzano diversi processi di assemblaggio, mentre lo sviluppo di materiali innovativi per il packaging avanzato è necessario per affrontare le numerose sfide del processo di assemblaggio dei moduli System in Package (SiP) e miniaturizzati.
Sfide per i materiali da imballaggio avanzati
Le dimensioni più grandi dei die con interconnessioni densamente confezionate - e i relativi passi più stretti e bump più piccoli - presentano sfide nel processo di assemblaggio, tra cui giunzioni aperte indotte dalla deformazione e problemi di rimozione dei residui di flusso a causa degli spazi ristretti. Ad esempio, la deformazione dovuta a una matrice di silicio più grande e più sottile e a un substrato sottile, insieme a un design asimmetrico delle protuberanze, rappresenta una sfida comune per ottenere una buona resa nel confezionamento. Per superare queste sfide si ricorre all'incollaggio a termocompressione (TCB), all'incollaggio assistito da laser (LAB) e al riflusso in acido formico senza flusso (Figura 1). I processi TCB e LAB di solito mantengono il wafer o il substrato su un piedistallo riscaldato a 100-150°C per un periodo di tempo prolungato; se per il processo di incollaggio viene utilizzato il flussante, questa condizione può causare problemi di pulizia per i residui di flussante indurito.
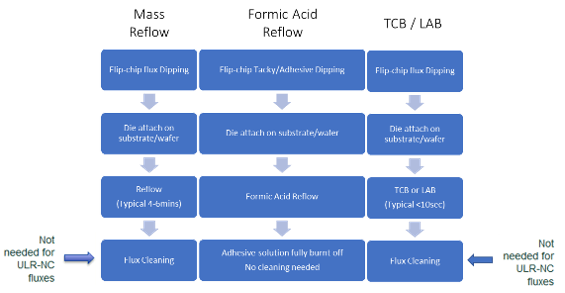
Per questo motivo, sono state sviluppate nuove formulazioni di flussante e agenti adesivi per l'incollaggio di wafer/die. Ad esempio, il passaggio all'uso di flussanti per flip-chip di grado semiconduttore a bassissimo residuo (ULR) senza pulizia è una delle soluzioni per superare queste sfide, poiché il residuo di flussante lasciato dopo il processo di saldatura è minimo (meno del 10%, fino all'1%). Il flussante ULR è stato utilizzato per eliminare il rischio di corrosione, fornendo al contempo una bagnatura e un'adesività adeguate per formare buone giunzioni senza necessità di pulizia, in quanto il minimo residuo di flussante è compatibile con i materiali di riempimento o di stampaggio utilizzati nel processo successivo.
Per il riflusso con acido formico senza flussante ("fluxless"), viene utilizzato un agente appiccicoso o adesivo per tenere in posizione la matrice durante il processo; questo agente appiccicoso non deve lasciare residui incompatibili con il processo successivo.
Per il confezionamento a livello di wafer fan-out (FOWLP), in genere è necessario un processo di attacco a sfera per formare il bump di interconnessione. Oltre al problema della deformazione e dell'efficacia del processo di rimozione del flusso di cui sopra, la compatibilità con i nuovi rivestimenti polimerici dielettrici di poliimmide, BCB e PBO è un'altra area di preoccupazione. Delaminazione e residui sullo strato dielettrico sono alcuni dei problemi comuni dovuti all'incompatibilità tra i diversi materiali sotto l'influenza della temperatura. Dopo uno studio approfondito dell'interazione tra il materiale di flusso e lo strato dielettrico a diverse temperature, sono stati sviluppati nuovi materiali di flusso compatibili con i nuovi rivestimenti di polimeri dielettrici.
Le sfide del SiP
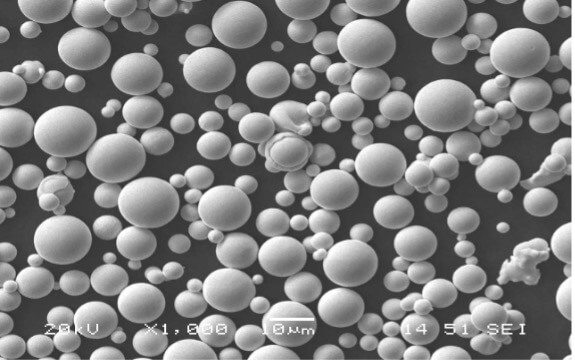
La deposizione di pasta saldante per applicazioni SiP ad alta densità è diventata molto impegnativa. In risposta alla miniaturizzazione e alla densificazione funzionale dei pacchetti di semiconduttori per l'integrazione SiP ed eterogenea, è stata sviluppata una gamma completa di paste saldanti progettate per la stampa a passo ultrafine con polveri fini che vanno dal tipo 6 al tipo 8 (Figura 2), superando le sfide dell'ossidazione dovute all'ampia superficie delle polveri fini. Per le applicazioni di pasta saldante con caratteristiche fini, fino a 100 µm o meno, la qualità della polvere di lega di saldatura fine, le formulazioni del flussante e la reologia della pasta saldante sono fondamentali per ottenere un deposito costante di pasta saldante e buone prestazioni di saldatura. Queste importanti caratteristiche aiutano a ridurre il voiding e gli slump con prestazioni di stampa costanti, combinando prestazioni di bagnatura superiori con un'eccellente efficienza di trasferimento della stampa stencil per soddisfare la più ampia gamma di requisiti di processo. Per alcuni progetti di packaging in cui non è possibile stampare la pasta saldante, è possibile utilizzare in alternativa la microdispensazione o il getto di precisione, con una deposizione costante fino a dimensioni di 80 µm.
Anche lo sviluppo di nuove saldature è un fattore critico per l'integrazione eterogenea. Leghe con temperature di fusione diverse possono essere necessarie per il SiP quando ci sono diversi cicli di riflusso che richiedono una gerarchia di saldature. Inoltre, le saldature a bassa temperatura di fusione possono garantire un migliore controllo della deformazione, soprattutto per le matrici/substrati sottili, oltre a ridurre al minimo l'esposizione al calore per i componenti sensibili al calore. Sono state sviluppate anche leghe con una maggiore affidabilità per i moduli automobilistici e altre applicazioni complesse.
Elettronica di potenza e gestione termica
È stata sviluppata una gamma di soluzioni di materiali per l'elettronica di potenza, tra cui la pasta saldante a basso Alfa e alto Pb con corrente di dispersione ridotta per i dispositivi ad alta potenza (ad esempio, GaN) e Durafuse™ HT (in attesa di brevetto) che utilizza la tecnologia della polvere di saldatura mista come alternativa priva di Pb ad alta temperatura, che offre una resistenza al taglio del legame, l'affidabilità dei cicli termici e una conducibilità termica migliore (o almeno paragonabile) a quella dell'alto Pb, pur utilizzando processi di saldatura simili all'attuale processo di saldatura ad alto Pb.
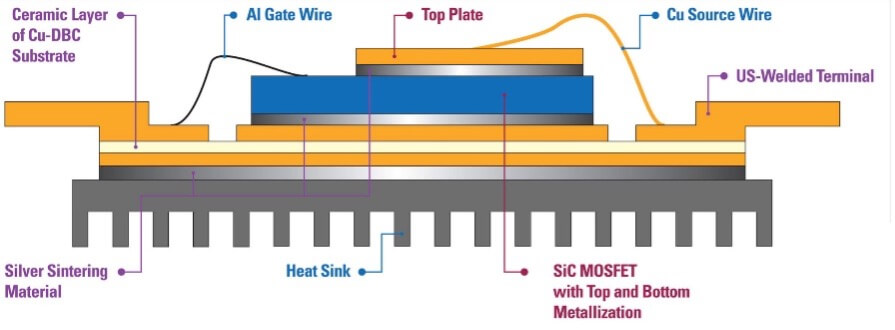
Gli sviluppi nelle formulazioni delle paste di sinterizzazione di Ag e Cu hanno portato a soluzioni per il die-attach, il package attach e applicazioni simili per l'elettronica di potenza (Figura 3) con proprietà significativamente migliorate, tra cui la resistenza al taglio del legame e la conduttività termica. I materiali ad alto carico metallico sono stati progettati per lasciare un residuo organico minimo dopo il processo di sinterizzazione, con una sinterizzazione rapida e una forte resistenza del giunto per la sinterizzazione senza pressione e pressurizzata, su diverse finiture superficiali (ad esempio, Ag, Cu e Au). Con i processi di sinterizzazione pre-essiccata e assistita da pressione sono stati ottenuti bassi valori di vuoti e porosità.
Per affrontare le sfide della gestione termica con l'aumento della densità di potenza dei dispositivi a semiconduttore e l'aumento della temperatura di giunzione, nel corso degli anni sono state sviluppate diverse soluzioni di materiali di interfaccia termica (TIM) con un'ampia gamma di conducibilità termica e forme. I TIM metallici sono sempre più utilizzati nelle applicazioni più complesse, compresi i TIM a base di indio e quelli a base di gallio. È interessante notare che i TIM metallici liquidi a base di gallio stanno aprendo nuove possibilità nella gestione termica, grazie alle loro robuste proprietà di bagnatura con varie superfici e alla promessa di eliminare le "perdite".


