L'emballage avancé a continué d'évoluer avec diverses technologies d'interconnexion sur la voie de l'intégration hétérogène. Différents processus d'assemblage sont utilisés pour optimiser le rendement des boîtiers avancés, tandis que le développement de matériaux d'emballage avancés innovants est nécessaire pour relever les nombreux défis rencontrés dans le processus d'assemblage des systèmes en boîtier (SiP) et des modules miniaturisés.
Défis pour les matériaux d'emballage avancés
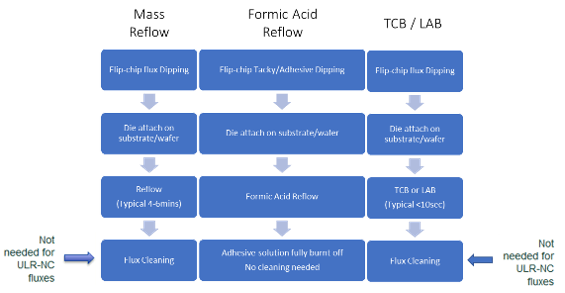
Les matrices de plus grande taille avec des interconnexions densément emballées - et les pas plus serrés et les bosses plus petites qui y sont associés - présentent des défis dans le processus d'assemblage, notamment des joints ouverts induits par le gauchissement et des défis d'élimination des résidus de flux en raison des espacements serrés, entre autres. Par exemple, le gauchissement dû à une matrice de silicium plus grande et plus mince et à un substrat mince, ainsi qu'à une conception asymétrique des bosses, constitue un défi courant pour obtenir un bon rendement dans l'emballage. Le collage par thermocompression (TCB), le collage assisté par laser (LAB) et la refusion à l'acide formique sans flux sont utilisés pour surmonter ces difficultés (figure 1). Les procédés TCB et LAB maintiennent généralement la plaquette ou le substrat sur un socle chauffé à 100-150°C pendant une période prolongée ; si un flux est utilisé pour le processus de collage, cette condition peut poser un problème de nettoyage pour les résidus de flux durcis.
C'est pourquoi de nouvelles formulations de flux et d'agents adhésifs pour le collage des plaquettes et des matrices ont été mises au point. Par exemple, le passage à l'utilisation de flux pour flip-chip sans nettoyage de qualité semi-conducteur à très faible résidu (ULR) est l'une des solutions pour surmonter ces défis, car le résidu de flux laissé après le processus de soudure est minime (moins de 10 %, voire 1 %). Le flux ULR a été utilisé pour éliminer le risque de corrosion tout en assurant un mouillage et une adhérence suffisants pour former de bonnes jonctions sans qu'il soit nécessaire de les nettoyer, car le résidu de flux minimal est compatible avec les matériaux de remplissage ou de moulage utilisés dans le processus ultérieur.
Pour la refusion à l'acide formique sans flux ("fluxless"), un agent collant ou adhésif est utilisé pour maintenir la matrice en place pendant le processus, et cet agent collant ne doit pas laisser de résidus qui seraient incompatibles avec le processus ultérieur.
Pour le conditionnement en éventail au niveau de la plaquette (FOWLP), un processus de fixation de la bille est généralement utilisé pour former la bosse d'interconnexion. Outre le problème du gauchissement et de l'efficacité du processus d'élimination du flux mentionné ci-dessus, la compatibilité avec les nouveaux revêtements polymères diélectriques (polyimide, BCB et PBO) est un autre sujet de préoccupation. La délamination et les résidus sur la couche diélectrique sont quelques-uns des problèmes courants dus à l'incompatibilité entre les différents matériaux sous l'influence de la température. Après une étude approfondie de l'interaction entre le matériau de flux et la couche diélectrique à différentes températures, de nouveaux matériaux de flux compatibles avec les nouveaux revêtements polymères diélectriques ont été mis au point.
Les défis du SiP
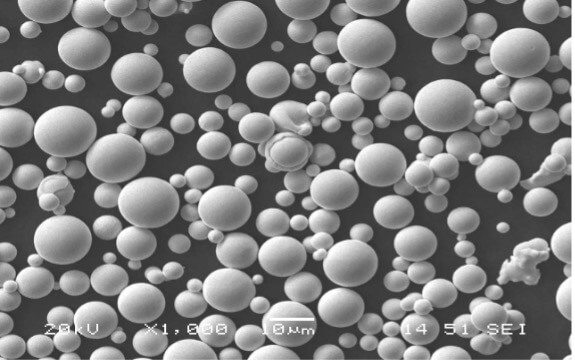
Le dépôt de pâte à braser pour les applications SiP à haute densité est devenu un véritable défi. En réponse à la miniaturisation et à la densification fonctionnelle des boîtiers de semi-conducteurs pour l'intégration SiP et hétérogène, une gamme complète de pâtes à braser conçues pour l'impression à pas ultrafin a été développée avec des poudres fines allant du type 6 au type 8 (figure 2), en surmontant les problèmes d'oxydation dus à la grande surface des poudres fines. Pour les applications de pâte à braser à caractéristiques fines jusqu'à 100 µm ou moins, la qualité de la poudre d'alliage de brasure fine, les formulations de flux et la rhéologie de la pâte à braser sont cruciales pour obtenir un dépôt de pâte à braser cohérent et de bonnes performances de brasage. Ces caractéristiques importantes contribuent à réduire les vides et les affaissements avec des performances d'impression constantes, combinant une performance de mouillage supérieure avec une excellente efficacité de transfert de l'impression au pochoir pour satisfaire à la plus large gamme d'exigences de processus. Pour certaines conceptions d'emballage où l'impression de pâte à braser n'est pas possible, la micro-distribution ou le jet de précision peuvent également être utilisés comme alternative, avec un dépôt régulier jusqu'à des tailles de 80µm.
La mise au point de nouvelles soudures est également un facteur essentiel de l'intégration hétérogène. Des alliages avec des températures de fusion différentes peuvent être nécessaires pour le SiP lorsqu'il existe différents cycles de refusion qui requièrent une hiérarchie de soudure. En outre, les brasures à température de fusion plus basse permettent de mieux contrôler le gauchissement, en particulier pour les matrices/substrats minces, ainsi que de minimiser l'exposition à la chaleur pour les composants sensibles à la chaleur. Des alliages plus fiables ont également été mis au point pour les modules automobiles et d'autres applications exigeantes.
Électronique de puissance et gestion thermique
Un portefeuille de solutions de matériaux a été développé pour l'électronique de puissance, y compris la pâte à braser à faible Alpha et à forte teneur en plomb avec un courant de fuite réduit pour les dispositifs à forte puissance (par exemple, GaN), et Durafuse™ HT (brevet en instance) utilisant la technologie de poudre de soudure mixte comme alternative sans plomb à haute température, qui offre une résistance au cisaillement de l'adhérence, une fiabilité du cycle thermique et une conductivité thermique meilleures que (ou au moins comparables à) la haute teneur en plomb, tout en utilisant des processus de soudage similaires au processus de soudage actuel à forte teneur en plomb.
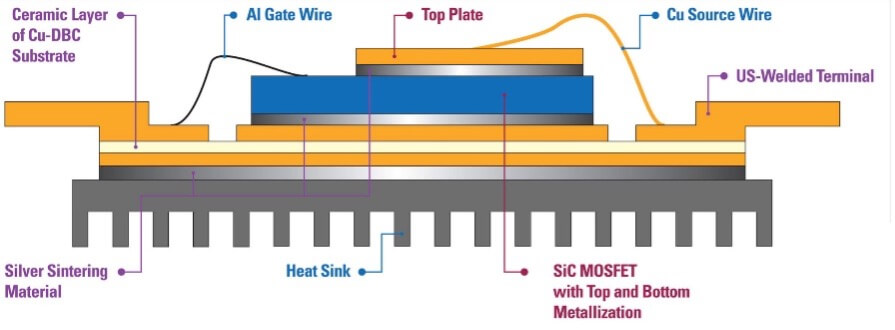
L'évolution des formulations des pâtes de frittage d'Ag et de Cu a permis de trouver des solutions pour la fixation de matrices, de boîtiers et d'applications similaires pour l'électronique de puissance (figure 3), avec des propriétés nettement améliorées, notamment la résistance au cisaillement de la liaison et la conductivité thermique. Les matériaux à forte charge métallique sont conçus pour laisser un minimum de résidus organiques après le processus de frittage, avec un frittage rapide et une forte résistance des joints pour le frittage sans pression et sous pression, sur différents états de surface (par exemple, Ag, Cu et Au). Les processus de frittage pré-séché et assisté par pression ont permis d'obtenir une faible teneur en vides et une faible porosité.
Pour relever les défis de la gestion thermique à mesure que la densité de puissance des dispositifs à semi-conducteurs augmente et que la température de jonction s'élève, de multiples solutions de matériaux d'interface thermique (MIT) présentant une large gamme de conductivité thermique et de formes ont été mises au point au fil des ans. Les TIM métalliques sont de plus en plus utilisés dans les applications exigeantes, notamment les TIM à base d'indium et les TIM à base de gallium. Il est intéressant de noter que les MIT métalliques liquides à base de gallium ouvrent de nouvelles possibilités en matière de gestion thermique, en raison de leurs solides propriétés de mouillage avec diverses surfaces et de la promesse d'éliminer les "fuites".


