Pessoal,
Este post é um excerto sobre graping, doThePrinted Circuits Assemblers Guide to Solder Defects, da IndiumCorporation.
Introdução
O crescimento dos dispositivos electrónicos pessoais continua a impulsionar a necessidade de componentes eléctricos activos e passivos cada vez mais pequenos. Esta tendência de miniaturização, juntamente com as exigências de montagem sem Pb em conformidade com a RoHS, criou mais desafios, incluindo o efeito graping.
À medida que um depósito de pasta de solda diminui de tamanho, a área de superfície relativa das partículas de solda expostas aumenta e a quantidade de fluxo disponível para remover os óxidos de superfície diminui. A agravar esta situação está o calor adicional necessário para refluir a maioria das soldas sem Pb, resultando numa fórmula conducente à produção do fenómeno de graping. Durante o processo de aquecimento, à medida que a viscosidade do fluxo diminui e começa a espalhar-se para baixo e para fora, as partículas de solda ficam expostas no topo do depósito de pasta de solda. Se não houver fluxo nas proximidades, estas partículas de solda podem ficar oxidadas quando a pasta de solda entra na rampa ou na fase de imersão do refluxo. Estes óxidos irão inibir a coalescência total das partículas numa junta de solda uniforme quando a solda estiver líquida. As partículas não refluxadas frequentemente exibem a aparência de um cacho de uvas, como pode ser visto na Figura 1.

Figura 1. O efeito de graping.
Impressão de estêncil
O rácio de área (AR) é uma métrica crítica para uma impressão de stencil bem sucedida. É definido como a área da abertura do stencil dividida pela área das paredes laterais da abertura. A Figura 2 mostra um esquema para aberturas quadradas/rectangulares e circulares. Um cálculo simples mostra que a AR é simplificada para o diâmetro (D) do círculo dividido por quatro vezes a espessura do stencil (t) ou AR=D/4t. De forma algo surpreendente, o resultado é o mesmo para aberturas quadradas, sendo D agora igual aos lados do quadrado. Para o AR de uma abertura retangular, a fórmula é um pouco mais complicada: ab/2(a+b)t, em que a e b são os lados do retângulo.
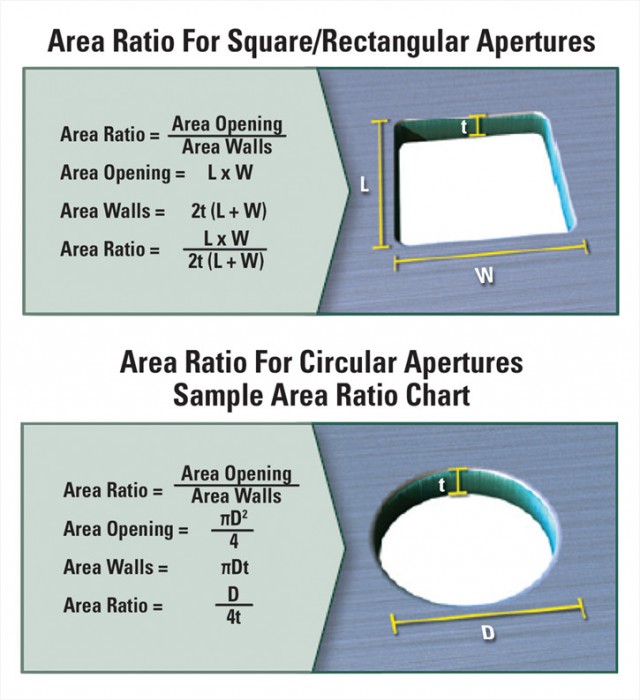
Figura 2: Esquemas de aberturas para aberturas rectangulares e circulares.
It is widely accepted in the industry that in order to get good stencil printing, the AR must be greater than 0.66. Experience has shown that if the AR <0.66, the transfer efficiency could be low and erratic, although this has gotten better with advances in solder paste technology.
Eficiência de transferência
A eficiência de transferência, outra importante métrica de impressão de estêncil, é definida como o volume do depósito de pasta de solda dividido pelo volume da abertura. Para acomodar a impressão de estêncil de caraterísticas finas, não é incomum olhar para a pasta de solda que incorpora pó mais fino, a fim de otimizar o processo de impressão. No entanto, à medida que o tamanho das partículas de pó dentro da pasta de solda diminui, a quantidade relativa de área de superfície exposta aumenta. Com este aumento da área de superfície, é também introduzido um aumento do total de óxidos de superfície. Este aumento dos óxidos de superfície exige que os químicos do fluxo trabalhem ainda mais para remover os óxidos e proteger as superfícies do pó, do componente e das metalizações da placa durante todo o processo de refluxo.
Num stencil de 3mil de espessura, o AR para uma abertura quadrada de 6mil é o mesmo que o AR para uma abertura circular de 6mil: 0.50. No entanto, ao comparar os dois, o volume do depósito de pasta de solda quadrado é maior (~108 mil cúbicos) do que o depósito circular (85 mil cúbicos). O volume adicional de pasta de solda fornecido pela abertura quadrada pode ajudar a reduzir o graping. De maior importância, porém, é o aumento da eficiência de transferência proporcionado pela abertura quadrada. O design da abertura quadrada proporciona uma eficiência de transferência mais consistente, reduzindo ainda mais o potencial de graping, uma vez que depósitos inconsistentes podem significar menos volume.
Pads SMD vs. NSMD
Os resultados das experiências de mascaramento da solda mostraram que o efeito de graping é menos prevalecente nas almofadas com máscara de solda definida (SMD). Acredita-se que a máscara de solda fornece uma barreira (barragem), restringindo a propagação do fluxo durante o processo de aquecimento, e aumenta a disponibilidade potencial do fluxo para remover óxidos e proteger contra oxidação adicional. A máscara de solda pode também atuar como uma barreira para proteger as partículas de pó de pasta de solda que se encontram nas proximidades de uma maior oxidação.
Solúvel em água vs. Não limpa
Os fluxantes químicos não limpos são geralmente fórmulas à base de colofónia/resina (a seguir designada apenas por resina). Uma vez que as resinas não são muito solúveis nos solventes utilizados nos fluxos químicos hidrossolúveis, são normalmente substituídas por compostos de elevado peso molecular, como os polímeros, nos fluxos hidrossolúveis. O(s) ativador(es) presente(s) na química do fluxo remove(m) os óxidos presentes nas superfícies de junção, bem como as partículas de pó da pasta de solda dentro da própria pasta de solda. Durante a fase de aquecimento, ocorre uma oxidação/re-oxidação adicional. Enquanto as resinas nos fluxos não limpos são excelentes barreiras à oxidação e protegem contra a re-oxidação, a falta de resinas nos produtos químicos solúveis em água faz com que fiquem aquém em termos de resistência à oxidação.
Assim, para os mesmos perfis de refusão - embora os produtos químicos solúveis em água sejam geralmente mais activos - a menor resistência à oxidação dos produtos químicos solúveis em água torna-os mais sensíveis em perfis longos e/ou quentes, aumentando o potencial de defeitos de graping.
Rampa para o pico vs. imersão
Durante muitos anos, o perfil de refluxo do tipo "imersão" foi bastante predominante. No entanto, ao longo do tempo, o foco mudou para o perfil de refluxo "rampa a pico" (RTP) como o preferido. A contribuir para esta mudança estão as temperaturas mais elevadas do processo de refluxo associadas às soldas sem Pb, bem como a necessidade de diminuir a exposição total ao calor dos depósitos de pasta mais pequenos, dos componentes sensíveis à temperatura e do laminado da placa. Outra vantagem do perfil de imersão é a sua utilização para reduzir o vazamento. No entanto, não é tão eficaz com as soldas sem Pb, devido ao aumento da tensão superficial das soldas sem Pb e à temperatura mais elevada utilizada para as refluir.
Para minimizar a formação de grãos, é preferível reduzir o tempo de forno, desde que se utilize o mesmo tempo acima do líquido (TAL) e a mesma temperatura de pico, ver Figura 3. O perfil de imersão normalmente produz mais graping do que um perfil RTP. O efeito de grapagem é exacerbado à medida que o tempo total na estufa aumenta. Diminuir o calor total diminui drasticamente o efeito de graping. Uma taxa de rampa (do ambiente ao pico) de 1°C/segundo é geralmente recomendada, o que equivale a aproximadamente 3 minutos e 40 segundos para uma temperatura de pico de 245°C.
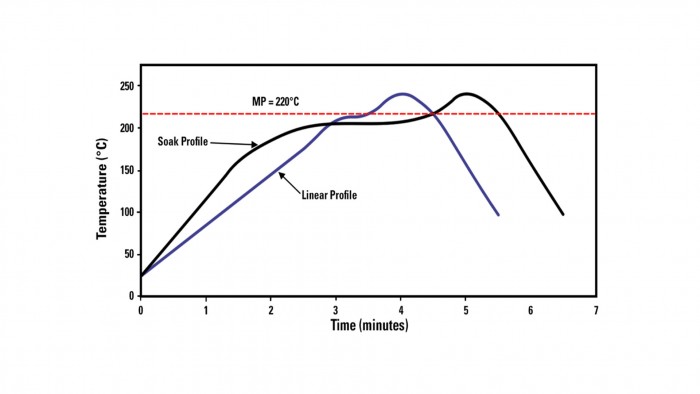
Figura 3: Perfis típicos de refusão sem Pb.
Conclusões
Para reduzir o efeito de graping, é vital assegurar um processo de impressão e refluxo optimizado. A utilização das diretrizes fornecidas para o rácio de área e uma boa configuração do processo/equipamento garantirão uma boa eficiência de transferência. Embora o rácio de área para os desenhos com aberturas circulares e quadradas possa ser igual, o potencial de graping aumenta com os desenhos com aberturas circulares devido ao menor volume de pasta e à menor eficiência de transferência.
Do ponto de vista do refluxo, a diminuição da entrada total de calor diminuirá a probabilidade do efeito. Sugere-se a utilização de um perfil do tipo RTP com uma taxa de rampa de ~1°C/segundo.
Os factores materiais também influenciam o resultado. A observação de graping aumenta à medida que o tamanho das partículas da pasta de solda diminui e a área dos óxidos de superfície aumenta. Os produtos químicos de pasta de solda solúveis em água não proporcionam a barreira à oxidação que as resinas proporcionam aos produtos químicos não limpos e são mais susceptíveis ao efeito de graping.
Saúde,
Dr. Ron


