朋友們
本篇文章摘錄自 IndiumCorporation 的《印刷電路組裝人員焊錫瑕疵指南》中有關 graping 的內容。
簡介
個人電子裝置的成長持續帶動對更小型主動和被動電子元件的需求。這種小型化的趨勢,加上符合 RoHS 的無鉛組裝需求,帶來了更多的挑戰,其中包括石墨化效應。
隨著錫膏沉積物尺寸的減小,外露焊料顆粒的相對表面面積增大,可用於去除表面氧化物的助焊劑量減少。再加上回流大多數無鉛焊料所需的額外熱量,導致配方有利於產生刮痕現象。在加熱過程中,由於助焊黏度降低,並開始向下和向外擴散,焊錫微粒暴露在焊膏沉積物的頂部。如果附近沒有助焊 劑,當焊膏進入回流的斜坡或浸泡階段時,這些焊錫微粒可能會被氧化。當焊料呈液態時,這些氧化物會抑制顆粒完全凝聚成一個均勻的焊點。如圖 1 所示,未回流的顆粒通常呈現葡萄叢的外觀。

圖 1.圖形效應。
鋼版印刷
面積比(AR)是鋼網印刷成功的關鍵指標。它定義為鋼版開孔的面積除以開孔側壁的面積。圖2顯示了方形/矩形和圓形開孔的示意圖。一個簡單的計算顯示,AR 簡化為圓的直徑 (D) 除以鋼版厚度 (t) 的四倍,或 AR=D/4t。令人驚訝的是,正方形開孔的結果也一樣,D 現在等於正方形的邊長。對於長方形光圈的 AR,公式就比較複雜了:ab/2(a+b)t,其中 a 和 b 是長方形的邊緣。
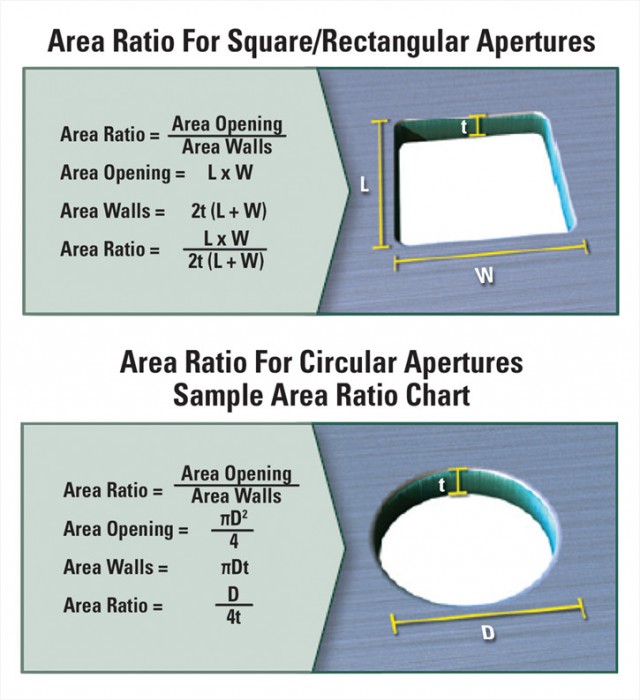
圖 2.矩形與圓形光圈的光圈示意圖。
It is widely accepted in the industry that in order to get good stencil printing, the AR must be greater than 0.66. Experience has shown that if the AR <0.66, the transfer efficiency could be low and erratic, although this has gotten better with advances in solder paste technology.
轉移效率
轉印效率是另一個重要的鋼網印刷指標,定義為焊膏沉積體積除以開孔體積。為了適應細特徵的鋼版印刷,尋找含有更細粉末的焊膏以優化印刷製程的做法並不罕見。然而,隨著錫膏中粉末顆粒尺寸的減小,相對暴露的表面面積也會增加。隨著表面面積的增加,總表面氧化物也會增加。表面氧化物的增加要求助焊劑在整個回流過程中更努力地去除氧化物,並保護粉末、元件和板金屬化的表面。
在 3mil 厚的鋼板上,6mil 方形開孔的 AR 與 6mil 圓形開孔的 AR 相同:0.50.然而,當比較兩者時,方形焊膏沉積物的體積 (~108 立方密耳) 大於圓形沉積物 (85 立方密耳)。方形開孔所提供的額外焊膏體積可能有助於減少結晶。但更重要的是,方形開孔提高了傳輸效率。方形開孔設計提供了更一致的傳輸效率,進一步降低了搖晃的可能性,因為不一致的沉積可能意味著更少的體積。
SMD 與 NSMD 焊墊
阻焊實驗的結果顯示,阻焊(SMD)墊片的阻焊效果較不普遍。一般認為,阻焊層提供了一道屏障 (水壩),在加熱過程中限制助焊劑的擴散,並增加助焊劑的潛在可用性,以去除氧化物並防止進一步氧化。阻焊層也可作為屏障,保護靠近的焊膏粉末顆粒不被進一步氧化。
水溶性 vs. 免清洗
免清洗助焊劑化學品通常是以松香/樹脂(以下僅稱樹脂)為基礎的配方。由於樹脂不太溶解於水溶性助焊劑化學品所使用的溶劑中,因此在水溶性助焊劑中,樹脂通常會被大分子化合物(如聚合物)所取代。助焊劑化學品中的活化劑可去除接合表面上的現有氧化物,以及焊膏本身中的焊膏粉末顆粒。在加熱階段會發生進一步的氧化/再氧化。免清洗助焊劑中的樹脂是極佳的氧化障壁,可防止再氧化,但水溶性化學品中缺乏樹脂,使其在提供抗氧化性方面有所不足。
因此,在相同的回流焊曲線中,雖然水溶性化學品通常較為活躍,但水溶性化學品較低的抗氧化性使其在長曲線和/或熱曲線中較為敏感,增加了產生塗層缺陷的可能性。
Ramp-To-Peak vs. Soak
多年來,「浸泡式 」回流曲線相當普遍。然而,隨著時間的推移,重點已轉移到斜坡到峰值 (RTP) 作為首選的回流曲線。造成這種轉變的原因是與無鉛焊料相關的較高回流製程溫度,以及需要減少較小的錫膏沉積物和對溫度敏感的元件以及板層壓板的總熱暴露。浸錫輪廓的另一個好處是可減少空洞。然而,由於無鉛焊料的表面張力增加,以及回流焊所使用的溫度較高,因此對於無鉛焊料而言,此方法並不如想像中有效。
為了減少絞紋,縮短烤箱時間會比較好,但您必須使用相同的液面以上時間 (TAL) 和峰值溫度,請參閱圖 3。浸泡曲線通常會比 RTP 曲線產生更多的刻痕。隨著烤箱內總時間的增加,刻痕效應會更嚴重。降低總熱量會顯著降低刻痕效應。通常建議使用 1°C/ 秒的斜坡速率 (從環境溫度到峰值),也就是約 3 分 40 秒到達 245°C 的峰值溫度。
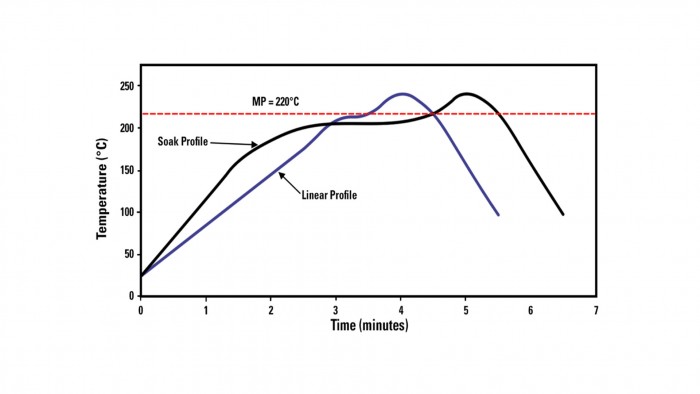
圖 3.典型的回流焊無鉛剖面圖。
結論
為了降低網格效應,確保最佳的印刷和回流製程是至關重要的。使用所提供的面積比率指引以及良好的製程/設備設定,將可確保良好的轉印效率。儘管圓形和方形開孔設計的面積比可能相同,但由於錫膏體積減少和轉印效率降低,圓形開孔設計可能會產生更大的擦痕。
從回流焊的觀點來看,減少總熱量輸入會降低出現該效應的可能性。建議使用斜率為 ~1°C/ 秒的 RTP 型剖面。
材料因素也會影響結果。隨著焊膏顆粒尺寸的減小和表面氧化物面積的增加,刻痕的觀察會增加。水溶性焊膏化學物質無法像樹脂一樣為免洗化學物質提供氧化屏障,因此更容易出現刻痕效應。
乾杯
羅恩博士


