Amigos,
Este artículo es un extracto sobre el grapado, extraído deThePrinted Circuits Assemblers Guide to Solder Defects, de IndiumCorporation.
Introducción
El crecimiento de los dispositivos electrónicos personales sigue impulsando la necesidad de componentes eléctricos activos y pasivos cada vez más pequeños. Esta tendencia a la miniaturización, junto con las exigencias de ensamblaje sin Pb conforme a RoHS, ha creado más retos, entre ellos el efecto graping.
A medida que disminuye el tamaño de un depósito de pasta de soldadura, aumenta la superficie relativa de las partículas de soldadura expuestas y disminuye la cantidad de fundente disponible para eliminar los óxidos superficiales. A esto hay que añadir el calor adicional necesario para refluir la mayoría de las soldaduras sin Pb, lo que da lugar a una fórmula propicia para producir el fenómeno del graping. Durante el proceso de calentamiento, a medida que la viscosidad del fundente disminuye y comienza a extenderse hacia abajo y hacia fuera, las partículas de soldadura quedan expuestas en la parte superior del depósito de pasta de soldadura. Si no hay fundente en las proximidades, estas partículas de soldadura pueden oxidarse cuando la pasta de soldadura entra en la fase de rampa o remojo del reflujo. Estos óxidos inhibirán la coalescencia completa de las partículas en una unión de soldadura uniforme cuando la soldadura sea líquida. Las partículas no refluidas a menudo presentan el aspecto de un racimo de uvas, como puede verse en la Figura 1.

Figura 1. El efecto graping.
Impresión de plantillas
La relación de área (AR) es un parámetro crítico para el éxito de la impresión de esténciles. Se define como el área de la abertura del esténcil dividida por el área de las paredes laterales de la abertura. La figura 2 muestra un esquema de las aberturas cuadradas/rectangulares y circulares. Un cálculo sencillo muestra que el AR se simplifica al diámetro (D) del círculo dividido por cuatro veces el grosor del esténcil (t) o AR=D/4t. Sorprendentemente, el resultado es el mismo para las aberturas cuadradas, en las que D es igual a los lados del cuadrado. Para la apertura rectangular, la fórmula es un poco más complicada: ab/2(a+b)t, donde a y b son los lados del rectángulo.
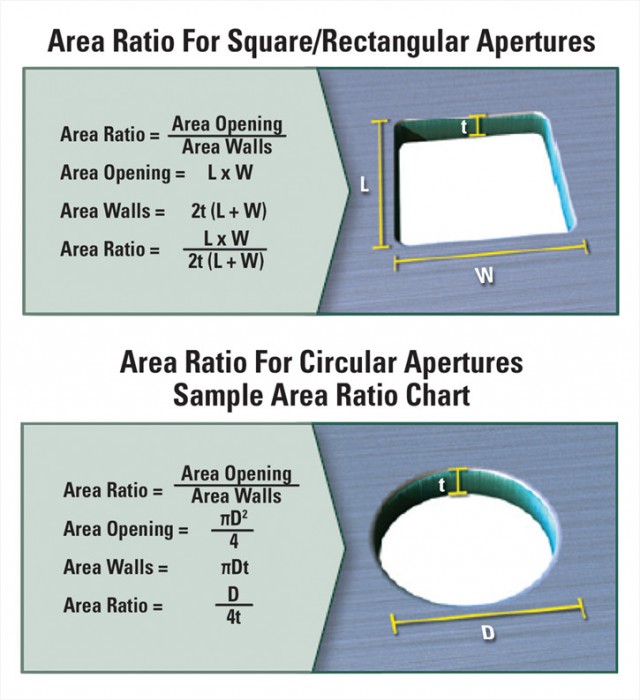
Figura 2.Esquemas de aperturas rectangulares y circulares.
It is widely accepted in the industry that in order to get good stencil printing, the AR must be greater than 0.66. Experience has shown that if the AR <0.66, the transfer efficiency could be low and erratic, although this has gotten better with advances in solder paste technology.
Eficiencia de la transferencia
La eficacia de la transferencia, otra métrica importante de la impresión de esténciles, se define como el volumen del depósito de pasta de soldadura dividido por el volumen de la abertura. Para permitir la impresión de esténciles con características finas, no es infrecuente buscar pasta de soldadura que incorpore polvo más fino con el fin de optimizar el proceso de impresión. Sin embargo, a medida que disminuye el tamaño de las partículas de polvo dentro de la pasta de soldadura, aumenta la cantidad relativa de superficie expuesta. Con este aumento de la superficie, se introduce también un aumento de los óxidos superficiales totales. Este aumento de los óxidos superficiales requiere que los productos químicos fundentes trabajen aún más para eliminar los óxidos y proteger las superficies de las metalizaciones del polvo, los componentes y la placa durante todo el proceso de reflujo.
En una pantalla de 3 mm de grosor, el AR de una abertura cuadrada de 6 mm es el mismo que el AR de una abertura circular de 6 mm: 0.50. Sin embargo, al comparar ambos, el volumen del depósito de pasta de soldadura cuadrado es mayor (~108 milímetros cúbicos) que el depósito circular (85 milímetros cúbicos). El volumen adicional de pasta de soldadura proporcionado por la abertura cuadrada puede ayudar a reducir el graping. Sin embargo, lo más importante es la mayor eficacia de transferencia que proporciona la abertura cuadrada. El diseño de la abertura cuadrada proporciona una eficiencia de transferencia más consistente, reduciendo aún más el potencial de graping, ya que los depósitos inconsistentes podrían significar menos volumen.
Almohadillas SMD frente a NSMD
Los resultados de los experimentos de enmascaramiento de la soldadura han demostrado que el efecto de enmascaramiento es menos frecuente en las almohadillas definidas por máscara de soldadura (SMD). Se cree que la máscara de soldadura proporciona una barrera (dique), restringiendo la propagación del fundente durante el proceso de calentamiento, y aumenta la disponibilidad potencial del fundente para eliminar óxidos y proteger de una mayor oxidación. La máscara de soldadura también puede actuar como barrera para proteger de la oxidación a las partículas de polvo de pasta de soldadura próximas.
Soluble en agua vs. No-Clean
Los fundentes no limpiables son generalmente fórmulas a base de colofonia/resina (en lo sucesivo denominadas únicamente resina). Dado que las resinas no son muy solubles en los disolventes utilizados en los fundentes solubles en agua, suelen sustituirse por compuestos de gran tamaño molecular, como polímeros, en los fundentes solubles en agua. Los activadores de los fundentes eliminan los óxidos presentes en las superficies de unión, así como las partículas de polvo de la pasta de soldadura. Durante la fase de calentamiento se produce una oxidación/re-oxidación adicional. Mientras que las resinas de los fundentes no-clean son excelentes barreras a la oxidación y protegen contra la reoxidación, la falta de resinas en los productos químicos solubles en agua hace que se queden cortos en términos de resistencia a la oxidación.
Por lo tanto, para los mismos perfiles de reflujo -aunque las químicas solubles en agua son generalmente más activas- la menor resistencia a la oxidación de las químicas solubles en agua las hace más sensibles en perfiles largos y/o calientes, aumentando el potencial de defectos de grafiado.
Rampa a pico frente a remojo
Durante muchos años, el perfil de reflujo "tipo remojo" ha sido bastante común. Sin embargo, con el tiempo, el perfil de reflujo preferido ha pasado a ser el de rampa a pico (RTP). A este cambio contribuyen las temperaturas de proceso de reflujo más elevadas asociadas a las soldaduras sin Pb, así como la necesidad de disminuir la exposición total al calor de los depósitos de pasta más pequeños y de los componentes sensibles a la temperatura y el laminado de la placa. Otra ventaja del perfil de remojo es su utilización para reducir el voiding. Sin embargo, no es tan eficaz con las soldaduras sin Pb, debido al aumento de la tensión superficial de las soldaduras sin Pb y a la mayor temperatura utilizada para su reflujo.
Para minimizar el graping, es mejor reducir el tiempo de horneado, siempre que se utilicen el mismo tiempo por encima de la temperatura líquida (TAL) y la misma temperatura pico (véase la figura 3). El perfil de remojo suele producir más graping que un perfil RTP. El efecto graping se agrava a medida que aumenta el tiempo total en el horno. La disminución del calor total reduce drásticamente el efecto de graping. Normalmente se recomienda una velocidad de rampa (de ambiente a pico) de 1°C/segundo, lo que equivale a aproximadamente 3 minutos y 40 segundos hasta una temperatura pico de 245°C.
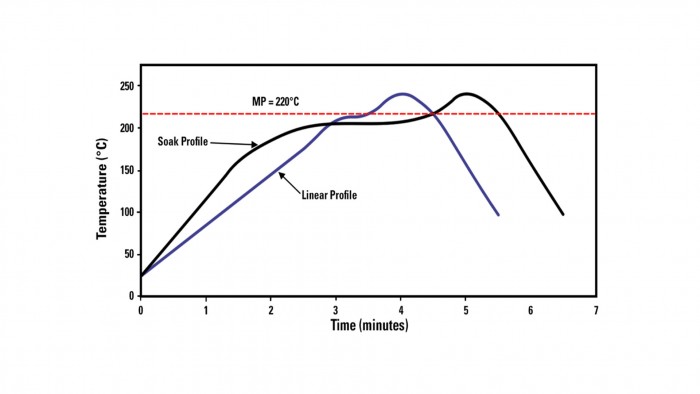
Figura 3.Perfiles típicos de reflujo sin Pb.
Conclusiones
Para reducir el efecto graping, es vital garantizar un proceso óptimo de impresión y reflujo. El uso de las directrices proporcionadas para la relación de área y una buena configuración del proceso/equipo garantizarán una buena eficacia de transferencia. Aunque la relación de área para los diseños de apertura circular y cuadrada puede ser igual, el potencial de graping aumenta con los diseños de apertura circular debido a la disminución del volumen de pasta y la disminución de la eficiencia de transferencia.
Desde el punto de vista del reflujo, la disminución de la entrada total de calor reducirá la probabilidad del efecto. Se sugiere utilizar un perfil de tipo RTP con una velocidad de rampa de ~1°C/segundo.
Los factores relacionados con el material también influyen en el resultado. La observación del graping aumenta a medida que disminuye el tamaño de las partículas de pasta de soldadura y aumenta el área de los óxidos superficiales. Los productos químicos de pasta de soldadura solubles en agua no proporcionan la barrera contra la oxidación que proporcionan las resinas a los productos químicos no limpios y son más propensos al efecto graping.
Salud,
Dr. Ron


