“Không phải lỗi của câu lạc bộ, Robert.”
Đó là điều tôi thường nghe sau khi nhẹ nhàng đặt (đọc: đập mạnh một cách bực bội) gậy đánh bóng của mình trở lại túi sau khi đánh một quả bóng khác xoay rất xa về bên phải vào sâu bên sườn đồi giữa đường bóng số 8 và hộp phát bóng đen số 6, vào nghĩa địa (theo nghĩa đen) trên đường bóng số 15, hoặc quay trở lại đường bóng số 17 sau khi phát bóng ở lỗ số 18 tại Câu lạc bộ Golf Newport (Newport, NY). ("Chúng tôi vừa hoàn thành cú đánh đó!" là một trò đùa khác của tôi.)
Điều gì có thể giải quyết nỗi khổ lái xe của tôi và giúp tôi tìm thấy cỏ ngắn từ tee thường xuyên hơn? Có thể là thiết bị mới như một cây gậy đánh bóng thiên về draw hoặc một quả bóng khác. Mặc dù tôi không phản đối thiết bị mới, nhưng không có thiết bị nào trong số này giải quyết được vấn đề cơ bản. Có lẽ tôi có thể nhắm xa về bên trái đến mức tôi gần như vuông góc với fairway – nhưng điều đó cũng không giải quyết được vấn đề.
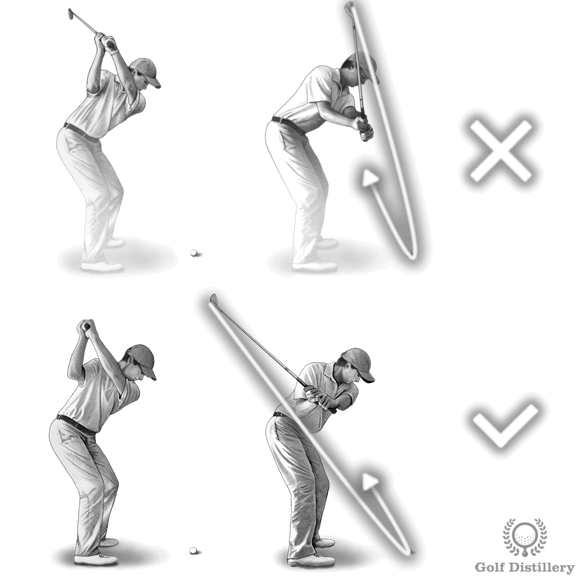
Điều tôi thực sự cần là điều chỉnh kỹ thuật vung gậy để tạo ra những cú đánh giống như Rory McIlroy hay Brooks Koepka mà tôi đang khao khát. Một vài bài học với huấn luyện viên và một hoặc hai cuộc thảo luận với một người bạn chơi đáng tin cậy đã giúp tôi vung gậy với lực chuyển tốt hơn, đường đi của gậy nông hơn và kiểm soát mặt gậy tốt hơn. Tôi có thể không đạt được 300 yard hoặc tốc độ bóng hơn 180 dặm/giờ, nhưng tôi có thể đánh bóng xa hơn và chính xác hơn một cách nhất quán. Thật nhẹ nhõm!
Điều này áp dụng như thế nào đối với hàn? Một đánh giá và khả năng điều chỉnh kỹ thuật có thể là tất cả những gì cần thiết để đạt được kết quả hàn mong muốn. Tôi thường gặp phải những tình huống mà người dùng hàn nản lòng và thất vọng với kết quả họ đang đạt được, vì vậy họ đến Indium để tìm kiếm sự hỗ trợ. Họ đã thử mọi cách; từ đầu sắt mới đến các loại thông lượng dây mới và các lượng thông lượng khác nhau, thậm chí tăng nhiệt độ vượt quá mức thường được khuyến nghị - tất cả đều không thành công. Một trong những câu hỏi đầu tiên tôi hỏi là, "Bạn có thể gửi cho tôi video về quy trình này không?"
Khi nhận được video, vấn đề được phát hiện trong 10 giây đầu tiên và ở mối nối thứ nhất hoặc thứ hai; dây được đưa vào sai vị trí trên bàn hàn! Điều này tương đương với việc đi quá mức khi đi xuống - mọi thứ chỉ có thể đi ngang sau đó.
Việc luồn dây vào giữa đầu mỏ hàn và mong đợi nó chảy xuống mối hàn sẽ tạo ra rất nhiều vấn đề trong quá trình hàn bao gồm:
- sự hình thành khớp không nhất quán
- lấp lỗ kém
- cờ hàn
- bỏ qua/bỏ qua các khớp
- và sự tích tụ thông lượng hoặc cháy xém, đó chỉ là một vài ví dụ.
Để đáp lại, tôi sẽ chia sẻ quan sát của mình về điểm đưa đầu dây vào sắt không đúng cách và cách nó liên quan đến các vấn đề họ đang gặp phải, sau đó tôi sẽ hướng dẫn họ về kỹ thuật nào tốt hơn. Lý tưởng nhất là dây nên được đưa vào vị trí của mối nối mong muốn hoặc chỉ hơi hướng lên trên đầu mũi sắt (và chỉ sau thời gian làm nóng trước thích hợp và có thể là tráng thiếc trước) để thúc đẩy quá trình hàn tốt nhất. Do đó, người dùng có thể thấy rằng giờ đây họ cần ít chất hàn hơn để tạo mối nối, ít thời gian hoàn thành mối nối hơn, nhiệt độ đầu thấp hơn (có thể tiết kiệm năng lượng theo thời gian) và ít tích tụ cặn thuốc hàn hơn, nghĩa là thời gian chu kỳ ít thường xuyên hơn. Tất cả những điều này dẫn đến thời gian chu kỳ được rút ngắn và năng suất cao hơn!

Cho dù đó là việc cố định một lát chuối trên các mắt xích hay cải thiện năng suất hàn dây trên dây chuyền lắp ráp điện tử, một lần xem xét và điều chỉnh kỹ thuật đơn giản có thể mang lại kết quả tuyệt vời.


