Soudabilité et mouillage
Le mouillage et l'étalement de la brasure sur les surfaces sont essentiels pour former un joint solide, fiable et conducteur. Le terme "brasabilité" désigne la rapidité et l'uniformité avec lesquelles la soudure s'étale sur une surface, les joints de soudure solides et peu volatiles résultant toujours d'un bon mouillage. Il s'agit également d'un terme très vague qui combine des éléments de cinétique et de thermodynamique. La principale force motrice d'une bonne brasabilité est thermodynamique : l'énergie libre négative de formation d'un intermétallique formé lorsque la brasure liquide entre en contact avec une surface métallique solide, favorisant le contact du métal liquide avec la surface métallique.
C'est aussi simple que cela.
Revêtements préservant la soudabilité
D'autres facteurs viennent compliquer les choses, comme les revêtements de protection. Ceux-ci se présentent sous deux formes :
- Les matériaux organiques évanescents, tels que les OSP (protecteurs organiques de la soudabilité) qui sont le plus souvent chimisorbés sur lessurfaces (généralement le cuivre) pour ralentir le taux d'oxydation du métal sous-jacent, mais qui sont conçus pour être facilement éliminés au cours du processus de refusion par une combinaison de volatilisation et de solubilisation dans le flux.
- Couches métalliques sacrificielles (SML) qui se dissolvent rapidement dans la brasure liquide après avoir accompli leur tâche de protection de la surface métallique sous-jacente contre l'oxydation. Les exemples sont Ag/Ni et ENIG (Au/Ni) : dans chaque cas, le nickel est maintenu exempt d'oxyde par le métal protecteur soluble dans la soudure. Une couche de SML trop fine entraîne l'oxydation du nickel par des trous d'épingle dans la SML. Une couche trop épaisse entraîne la formation d' intermétalliques entre la SML et la soudure, ce qui nuit à la fois à la solubilité de la SML et à la vitesse de mouillage de la soudure.
Voie de garage
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
La refusion à l'azote (faible ppm d'oxygène) est essentielle pour le brasage à haute température, bien entendu, l'utilisation de gaz de formation (H2/N2) présentant parfois des avantages pour certaines surfaces telles que le nickel et le cuivre. Pour un taux de vide très faible avec des matrices de grande surface (10x10mm et plus), la refusion sous vide est généralement essentielle.
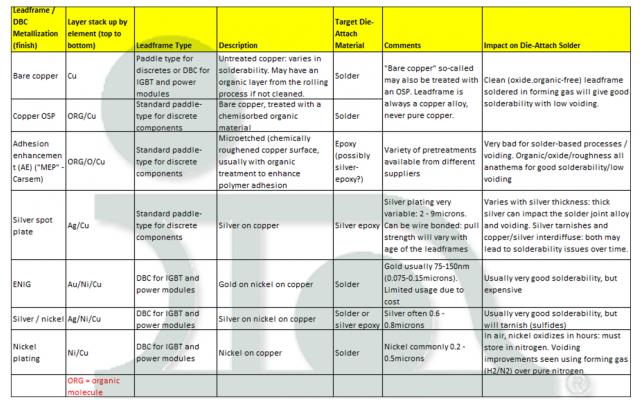
Choix d'un leadframe
Nous avons récemment travaillé avec plusieurs clients sur des pâtes à souder standard au plomb (contenant du Pb) et sur notre nouvelle technologie de pâte à souder HT sans Pb, le BiAgX(®), avec des modifications de la surface du leadframe rendues nécessaires. Dans ce cas, les clients passent du placage de métaux précieux sur le cuivre au cuivre "nu", ce qui leur permet de réaliser des économies et de passer à une soudure sans Pb pour la fixation sous pression.
Vous trouverez ci-dessous un guide destiné aux utilisateurs de semi-conducteurs de puissance pour le choix d'un leadframe ou d'une finition DBC appropriés.
Je remercie mes collègues Karthik Vijayamadhavan (Europe), Sehar Samiappan et SzePei Lim (Asie du Sud-Est), David Hu (Hu Di) (Chine) et le Dr Hongwen Zhang (États-Unis) pour leurs commentaires et leurs contributions.


