Saldabilità e bagnabilità
La bagnatura e la diffusione della saldatura sulle superfici è una parte essenziale della formazione di un giunto conduttivo forte e affidabile. Il termine "saldabilità" indica la rapidità e l'uniformità con cui la saldatura si diffonde su una superficie; i giunti di saldatura forti e a bassa dispersione sono sempre il risultato di una buona bagnatura. Si tratta di un termine molto generico, in quanto combina elementi di cinetica e termodinamica. La principale forza trainante di una buona saldabilità è di tipo termodinamico: l'energia libera negativa di formazione di un intermetallo che si forma quando la saldatura liquida entra in contatto con una superficie metallica solida, favorendo il contatto del metallo liquido con la superficie metallica.
È così semplice.
Rivestimenti che preservano la saldabilità
Ci sono altri fattori che complicano le cose, come i rivestimenti protettivi. Questi ultimi si presentano in due forme:
- Materiali organici evanescenti, come gli OSP (protettori organici della saldabilità), che vengono comunemente incorporati chimicamente allesuperfici (solitamente di rame) per rallentare la velocità di ossidazione del metallo sottostante, ma che sono progettati per essere facilmente rimossi durante il processo di riflusso mediante una combinazione di volatilizzazione e solubilizzazione nel flussante.
- Strati metallici sacrificali (SML) che si dissolvono rapidamente nella saldatura liquida dopo aver completato il loro compito di proteggere la superficie metallica sottostante dall'ossidazione. Esempi sono Ag/Ni e ENIG (Au/Ni): in ogni caso, il nichel è mantenuto libero dall'ossido dal metallo protettivo solubile nella saldatura. Se lo strato di SML è troppo sottile, il nichel si ossida a causa dei fori presenti nello SML; se lo strato è troppo spesso, si possono formare intermetalliche tra SML e saldatura, che interferiscono sia con la solubilità dello SML che con la velocità di bagnatura della saldatura.
Vuotamento
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
Il riflusso con azoto (ossigeno a basso contenuto di ppm) è fondamentale per le saldature ad alta temperatura, mentre l'uso di gas formatori (H2/N2) offre talvolta vantaggi per alcune superfici come il nichel e il rame. Per un voiding molto basso con stampi di grandi dimensioni (10x10 mm e oltre), il riflusso sotto vuoto è di solito essenziale.
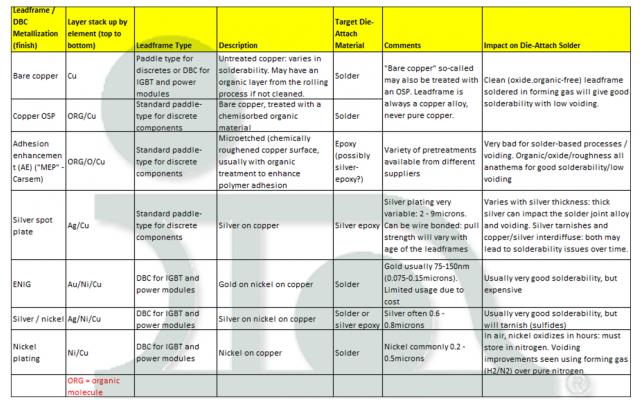
Scegliere un leadframe
Recentemente abbiamo lavorato con diversi clienti sia sulle paste saldanti standard con piombo (contenenti Pb), sia sulla nostra nuova tecnologia di pasta saldante HT senza Pb, la BiAgX(®), con la necessità di cambiare la superficie del leadframe. In questo caso, i clienti stanno passando dalla placcatura di metalli preziosi sul rame al rame "nudo", con un conseguente risparmio sui costi e la possibilità di passare a una saldatura die-attach priva di Pb.
Di seguito è riportata una guida per gli utenti di semiconduttori di potenza nella scelta di un leadframe o di una finitura DBC appropriati.
Ringrazio i colleghi Karthik Vijayamadhavan (Europa), Sehar Samiappan e SzePei Lim (Sud-Est asiatico), David Hu (Hu Di) (Cina) e il dottor Hongwen Zhang (USA) per i loro commenti e contributi.


