Soldabilidad y humectación
La humectación y el esparcimiento de la soldadura sobre las superficies es una parte esencial de la formación de una unión fuerte, fiable y conductora. El término "soldabilidad" se refiere a la rapidez y uniformidad con la que la soldadura se extiende sobre una superficie. También es un término poco preciso, ya que combina elementos cinéticos y termodinámicos. La principal fuerza impulsora de una buena soldabilidad es termodinámica: la energía libre negativa de formación de un intermetálico que se forma cuando la soldadura líquida entra en contacto con una superficie metálica sólida, favoreciendo el contacto del metal líquido con la superficie metálica.
Así de sencillo.
Recubrimientos conservantes de la soldabilidad
Hay otros factores que complican las cosas, como los revestimientos protectores. Los hay de dos tipos:
- Materiales orgánicos evanescentes, como los OSP (protectores orgánicos de la soldabilidad), que normalmente se absorben químicamente enlas superficies (normalmente cobre) para ralentizar la velocidad de oxidación del metal subyacente, pero que están diseñados para eliminarse fácilmente durante el proceso de reflujo mediante una combinación de volatilización y solubilización en fundente.
- Capas de metal de sacrificio (SML) que se disuelven rápidamente en la soldadura líquida tras completar su tarea de proteger la superficie metálica subyacente contra la oxidación. Los ejemplos son Ag/Ni y ENIG (Au/Ni): en cada caso, el níquel se mantiene libre de óxido gracias al metal protector soluble en soldadura. Si la LMS es demasiado fina, el níquel se oxidará; si es demasiado gruesa, se formarán intermetálicos LMS/soldadura que interferirán tanto en la solubilidad de la LMS como en la velocidad de humectación de la soldadura.
Vaciado
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
El reflujo con nitrógeno (oxígeno en bajas ppm) es fundamental para la soldadura a alta temperatura, por supuesto, aunque el uso de gas formador (H2/N2) a veces resulta beneficioso para algunas superficies, como el níquel y el cobre. En el caso de las matrices de gran superficie (10x10 mm o más), el reflujo al vacío suele ser esencial.
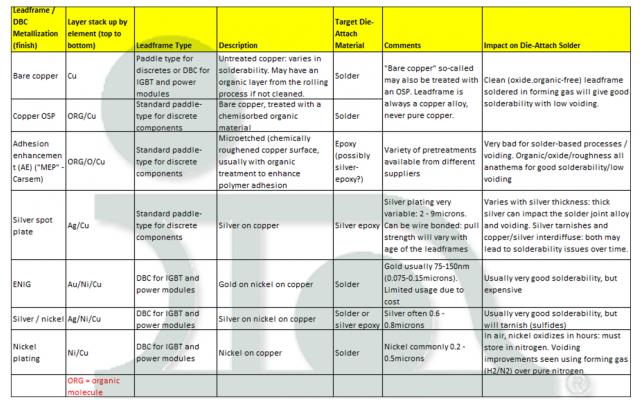
Elegir un Leadframe
Recientemente hemos estado trabajando con varios clientes tanto en pastas de soldadura estándar con plomo (que contienen Pb), como en nuestra nueva tecnología de pasta de soldadura HT sin Pb, la BiAgX(®), siendo necesarios cambios en la superficie del leadframe. En este caso, los clientes están pasando del revestimiento de cobre con metales preciosos al cobre "desnudo", lo que supone un ahorro de costes y permite la transición a una soldadura de fijación en matriz sin Pb.
A continuación se ofrece una guía para que los usuarios de semiconductores de potencia elijan un acabado de leadframe o DBC adecuado.
Muchas gracias a mis colegas Karthik Vijayamadhavan (Europa), Sehar Samiappan y SzePei Lim (Sudeste Asiático), David Hu (Hu Di) (China) y el Dr. Hongwen Zhang (EE.UU.) por sus comentarios y aportaciones.


