はんだ付け性と濡れ性
はんだの表面への濡れ広がりは、強力で信頼性の高い導電性接合部を形成するために不可欠な要素です。はんだ濡れ性」という用語は、はんだがいかに速く均一に表面に広がるかを表すもので、強力でボイドの少ないはんだ接合は常に良好な濡れ性から生じます。この用語は、動力学と熱力学の両方の要素を組み合わせているため、非常に緩やかな用語でもあります。良好なはんだ付け性の主な原動力は熱力学的なものです。液体はんだが固体金属表面と接触する際に形成される金属間化合物の負の自由エネルギーは、液体金属と金属表面との接触を促進します。
簡単なことだ。
はんだ付け性保持コーティング
保護コートなど、物事を複雑にする要因は他にもある。これには2つの形態がある:
- OSP(有機はんだ付け性保護剤)のような揮発性有機材料は、下地金属の酸化速度を遅らせるために表面(通常は銅)に化学吸着するのが一般的ですが、揮発とフラックスへの可溶化の組み合わせにより、リフロー工程で容易に除去できるように設計されています。
- 犠牲金属層(SML)は、下地の金属表面を酸化から保護する役割を終えた後、液体はんだに速やかに溶解する。Ag/NiやENIG(Au/Ni)がその例で、いずれの場合も、はんだに溶ける保護金属によってニッケルは酸化されない。SMLの 層が薄すぎると、SMLにピンホールが生じてニッケルが酸化します。 SMLの層が厚すぎると、SMLとはんだの金属間化合物が形成され、SMLの溶解性とはんだの濡れ速度の両方が阻害される可能性があります。
無効化
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
もちろん、高温はんだ付けには窒素(低ppm酸素)リフローが不可欠であり、フォーミングガス(H2/N2)を使用すると、ニッケルや銅などの一部の表面でメリットが得られることがあります。大面積ダイ(10x10mm以上)でボイドが非常に少ない場合は、通常、真空リフローが不可欠です。
リードフレームの選択
私たちは最近、標準的な有鉛(Pb含有)はんだペーストと、当社の新しいHT Pbフリーはんだペースト技術であるBiAgX(®)の両方について、リードフレーム表面の変更が必要な複数のお客様と協力してきました。この場合、顧客は銅への貴金属メッキから「裸の」銅に移行しており、その結果、鉛フリーダイ・アタッチはんだへの移行を可能にするだけでなく、若干のコスト削減も実現しています。
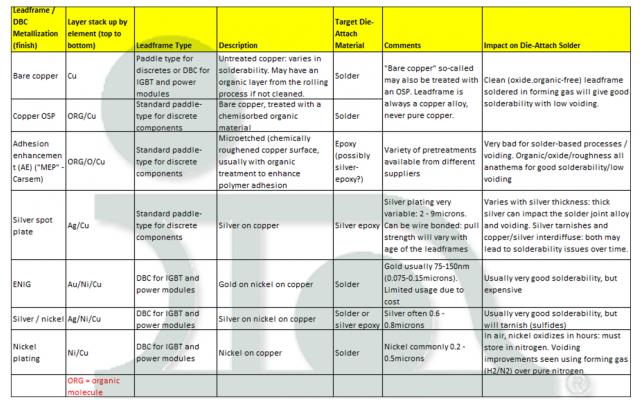
以下は、パワー半導体ユーザーが適切なリードフレームまたはDBC仕上げを選択する際のガイドである。
Karthik Vijayamadhavan(ヨーロッパ)、Sehar Samiappanと SzePei Lim(東南アジア)、David Hu(胡迪)(中国)、そして Hongwen Zhang博士(アメリカ)のコメントと意見に感謝する。


