Pessoal,
As aventuras de Patty e Rob continuam.......
Rob levantou-se na cama. Tinha a terrível sensação de que se tinha adormecido para um compromisso importante. Os seus olhos encontraram rapidamente o relógio e este dizia 10:30!
"Espera um minuto!", pensou ele, "É domingo".
Olhou para Patty que dormia tranquilamente e decidiu deixá-la dormir. Tinham tido dois meses difíceis. Desde que propuseram aumentar o tempo de atividade para mais de 60% em duas "linhas experimentais", estavam a trabalhar 90 horas por semana. Sentiam que precisavam de monitorizar constantemente duas linhas, para garantir que tudo corria bem. Sentiram-se satisfeitos por terem atingido 68,8% de tempo de atividade num período de dois meses, em comparação com a média da empresa de 30,4%, o que continua a ser muito bom.
O jornal local soube deste esforço e fez um artigo sobre o trabalho de Rob e Patty. O artigo foi bem escrito e muito elogioso tanto para ele e Patty, como para a ACME. Sam Watkins, o diretor-geral do local, ficou muito satisfeito com as boas relações públicas. As fotografias que acompanhavam o artigo também eram muito boas.
O grande choque veio na passada terça-feira. O programa "Sixty Minutes" telefonou e disse que queria fazer um segmento sobre "Os EUA a competir com o Extremo Oriente no fabrico de eletrónica". Ao aceitarem ser entrevistados, Rob e Patty insistiram que fossem incluídos membros da sua equipa ACME. Além disso, acharam que era justo incluir os esforços da Rita, do seu fornecedor de impressoras de stencil e fornos de refluxo, e dos States, o seu colega da empresa de colocação de componentes. E não se podiam esquecer do Eric, do principal fornecedor de pasta de solda da ACME. Estas três pessoas ajudaram Rob e Patty e a sua equipa a desenvolver o plano para atingir os 60+% de tempo de funcionamento.
O choque foi ainda maior quando a equipa do Sixty Minutes lhes disse que Andy Grove iria participar no segmento devido ao seu recente artigo na Business Week, Como a América pode criar empregos
Grove insistiu que, para participar na peça, queria visitar a ACME para ver o que Rob e Patty estavam a fazer. Assim, a equipa do Sixty Minutes visitou a fábrica da ACME esta semana, tal como Rita, States, Eric e agora "Andy".
"Talvez devêssemos chamar-lhe Sr. Grove", pensou Rob.
Rob tinha sugerido que ele e Patty fossem ao Berdick's em Walpole, NH, para um brunch de domingo e depois jogassem golfe. Rob teve de se rir, estávamos em meados de julho e ele e Patty já tinham jogado golfe 27 vezes (ela tinha uma folha de cálculo), ele tinha-a vencido 14 vezes e ela estava zangada. Mesmo durante as suas semanas de 90 horas, faziam uma pausa 3 vezes por semana para jogar 9 buracos.
Na segunda-feira, reuniram-se com o diretor-geral do sítio, Sam Watkins, para discutir o que iriam dizer ao Sixty Minutes.
O domingo do Rob e da Patty foi maravilhoso. O brunch foi delicioso e relaxante e ambos jogaram bem golfe, com o 68 da Patty a bater o 69 do Rob.
Parecia que não havia tempo nenhum e Rob e Patty estavam no escritório de Sam.
"Assegura-me apenas que esta coisa dos sessenta minutos não é uma exposição que vai envergonhar a ACME ou pôr-me na cadeia", provocou.
Patty assumiu a liderança e explicou o que tinham feito. Deram formação aos operadores sobre a importância do tempo de funcionamento da linha, trabalharam com Rita, States e Eric para desenvolver um plano que garantisse um tempo de inatividade mínimo não programado. Tiveram de encomendar mais peças sobresselentes e pasta de soldadura para garantir que não haveria paragens devido à falta de peças ou de pasta. Uma coisa óbvia é que estariam a utilizar duas vezes ou mais a quantidade normal de pasta de solda. As duas linhas na experiência de elevado tempo de atividade tiveram uma média de uma mudança por dia, o que é consistente com a atividade da ACME.
Também aumentaram a manutenção de rotina em todas as máquinas. Tanto esta manutenção como as peças sobressalentes adicionais representaram um aumento de custos, mas estes custos foram efeitos de segunda ordem em comparação com os aumentos dramáticos de lucros devidos a um tempo de atividade de quase 70%.
A preparação para os três trabalhos seguintes de cada linha foi meticulosa, de modo a minimizar o tempo de preparação. Os racks de alimentação foram usados extensivamente para minimizar o tempo de preparação para trocas. Para além disso, foi utilizada a junção de fitas para minimizar qualquer tempo de assistência na colocação de componentes. A ajuda dos Estados Unidos foi crucial na parte de colocação de componentes dos seus esforços, salientou Rob.
Patty continuou descrevendo como Rita os ajudou em seus esforços para desenvolver tempos mínimos de assistência para o processo de impressão de estêncil. O forno de refluxo foi o que apresentou menos preocupações em termos de assistência ou de tempo de inatividade não programado.
A pasta de solda que eles selecionaram era robusta, pois tinha uma resposta muito boa à pausa, excelente aderência e queda mínima. A pasta também tinha o melhor histórico para minimizar defeitos como Head-in-Pillow e Graping. Eric também participou como um parceiro entusiasta no esforço.
Patty mencionou que o seu colega, Phil, tinha concordado em monitorizar o tempo de atividade de duas linhas padrão durante os dois meses de teste para comparar as métricas de tempo de inatividade com a experiência de tempo de atividade elevado. Estes seriam os "controlos" experimentais.
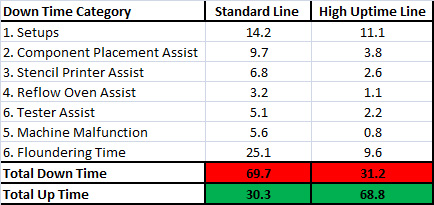 Em seguida, mostrou os dados de tempo de funcionamento das duas linhas de tempo de funcionamento elevado e das linhas de controlo de Phil. As linhas de controlo tinham os respeitáveis 30% de tempo de atividade da ACME, mas as linhas de elevado tempo de atividade tinham quase 70% de tempo de atividade. Rob continuou a explicar todas as coisas que a equipa fez para minimizar o tempo de inatividade, a maior parte das quais eram de senso comum. Sam estava especialmente interessado numa categoria de tempo de inatividade.
Em seguida, mostrou os dados de tempo de funcionamento das duas linhas de tempo de funcionamento elevado e das linhas de controlo de Phil. As linhas de controlo tinham os respeitáveis 30% de tempo de atividade da ACME, mas as linhas de elevado tempo de atividade tinham quase 70% de tempo de atividade. Rob continuou a explicar todas as coisas que a equipa fez para minimizar o tempo de inatividade, a maior parte das quais eram de senso comum. Sam estava especialmente interessado numa categoria de tempo de inatividade.
"O que é o tempo de tropeçar?" perguntou Sam.
"É o tempo em que a linha não está a funcionar devido a um erro não planeado", respondeu Rob.
"Podes dar um exemplo?", perguntou Sam.
"Claro, sabes como nós temos uma abordagem bastante organizada para as configurações?" Rob respondeu.
"Estás a falar da nossa utilização de quadros brancos para escrever tudo o que é necessário para os próximos 3 trabalhos em cada linha?" Sam voltou.
"Sim, essa é uma das nossas maiores fontes de tempo perdido", respondeu Rob. E continuou: "Alguém escreve que tem o stencil para o trabalho seguinte, quando pensa que sabe onde está. Quando chega a altura desse trabalho, o stencil não pode ser encontrado e perde-se uma hora."
"Phil também registou um caso em que um trabalho foi concluído numa linha às 11h15, mas como o almoço era às 12h00, a mudança para o novo trabalho só foi iniciada depois do almoço. Perderam-se quarenta e cinco minutos, para sempre", acrescentou Patty.
Sam engoliu em seco.
"Então, estamos a perder mais de 25% de tempo de atividade por causa de 'floundering'? perguntou Sam fracamente.
"De acordo com o Professor, é endémico na indústria," interveio Patty. "Ele cunhou o termo 'tempo de tropeçar'", continuou ela.
Sam referiu então que os "contabilistas" da ACME estavam muito impressionados com as duas linhas de elevado tempo de atividade. O diretor executivo da ACME pretende fazer um esforço concertado para que todas as linhas de montagem da ACME na América do Norte passem a ter um desempenho mais elevado em termos de tempo de funcionamento. O fabrico na América do Norte também significaria o fim do tempo de transporte de 2 a 4 semanas a partir do Extremo Oriente. Patty, Rob e a sua "equipa" iriam formar um novo grupo na ACME para fazer isto. Patty seria a diretora do grupo.
Quando a reunião estava quase a terminar, Sam perguntou que surpresas Patty e Rob tiveram durante esta experiência.
Rob partilhou então: "Está relacionado com o tempo de espera. Descobrimos que, mesmo entre os engenheiros, ninguém avaliava o valor de uma hora de tempo de produção. Perguntámos a um grupo de operadores quanto valia uma hora de produção e os valores variaram entre $50 e $500 dólares. A ACME trabalha em dois turnos com 30% de tempo de atividade, o que corresponde a cerca de 1500 horas por ano. A nossa linha típica produz 30 milhões de dólares por ano, o que corresponde a 20 000 dólares por hora de produção. Quando dissemos isto aos operadores, o tempo de paragem diminuiu significativamente."
Patty acrescentou: "Outra coisa que vimos é que é necessário um "cão de guarda". Se não houver alguém a vigiar constantemente as coisas, os tempos de assistência e de hesitação aumentarão. Uma vez que a produtividade é duplicada com uma linha de tempo de atividade elevado, o custo adicional de um cão de guarda é insignificante."
Epílogo: O Segmento dos Sessenta Minutos foi um grande sucesso. Patty foi nomeada Diretora de Produtividade Empresarial, mas também lhe foi pedido que gerisse Pete, que assumiria o seu antigo grupo. Ninguém parecia preocupar-se com o facto de Patty ser a chefe de Rob, exceto talvez Rob!
Saúde,
Dr. Ron


