Amigos,
Las aventuras de Patty y Rob continúan.......
Rob se sobresaltó en la cama. Tenía la terrible sensación de haberse quedado dormido para una cita importante. Sus ojos encontraron rápidamente el reloj, que marcaba las 10:30.
"¡Un momento!", pensó, "es domingo".
Miró a Patty que dormía plácidamente y decidió dejarla dormir. Habían sido dos meses duros. Desde que propusieron aumentar el tiempo de actividad a más del 60% en dos "líneas experimentales", trabajaban 90 horas semanales. Sentían la necesidad de supervisar constantemente dos líneas, para asegurarse de que las cosas iban bien. Les satisface haber logrado un 68,8% de tiempo de actividad en dos meses, frente al 30,4% de media de la empresa, lo cual sigue siendo muy bueno.
El periódico local se enteró de este esfuerzo y publicó un artículo sobre el trabajo de Rob y Patty. El artículo estaba bien escrito y era muy elogioso tanto para él como para Patty, así como para ACME. Sam Watkins, director general del centro, se mostró muy satisfecho con las buenas relaciones públicas. Las fotos que lo acompañaban también eran muy bonitas.
La gran sorpresa llegó el martes pasado. "Sesenta Minutos " llamó y dijo que quería hacer un segmento sobre "Estados Unidos compite con Extremo Oriente en la fabricación de electrónica". Al aceptar ser entrevistados, Rob y Patty insistieron en que se incluyera a miembros de su equipo ACME. Además, les pareció justo incluir los esfuerzos de Rita, de su proveedor de impresoras de plantillas y hornos de reflujo, y de States, su colega de la empresa de colocación de componentes. Y no podían olvidar a Eric, del principal proveedor de pasta de soldadura de ACME. Estas tres personas ayudaron a Rob y Patty y a su equipo a desarrollar el plan para lograr un tiempo de actividad superior al 60%.
La sorpresa fue aún mayor cuando el equipo de Sesenta Minutos les dijo que Andy Grove estaría en el segmento por su reciente artículo en Business Week, Cómo Estados Unidos puede crear empleo
Grove insistió en que, para participar en la pieza, quería visitar ACME para ver lo que Rob y Patty estaban haciendo. Así que el equipo de Sesenta Minutos estuvo visitando la planta de ACME esta semana, al igual que Rita, States, Eric y ahora "Andy".
"Quizá deberíamos llamarle señor Grove", pensó Rob.
Rob había sugerido que Patty y él fueran a Berdick's, en la cercana Walpole, NH, a tomar el brunch del domingo y luego a jugar al golf. Rob tuvo que reírse, era mediados de julio y Patty y él habían jugado al golf 27 veces (ella llevaba una hoja de cálculo), él le había ganado 14 veces y ella estaba enfadada. Incluso durante sus 90 horas semanales se tomaban un descanso 3 veces por semana para jugar 9 hoyos.
El lunes se reunían con el director general del sitio, Sam Watkins, para discutir lo que contarían a Sesenta Minutos.
El domingo de Rob y Patty fue encantador. El brunch fue delicioso y relajante y los dos jugaron bien al golf, el 68 de Patty superó al 69 de Rob.
Parecía que no había pasado nada de tiempo y Rob y Patty estaban en el despacho de Sam.
"Sólo asegúrame que esto de Sesenta Minutos no es una revelación que avergonzará a ACME o me meterá en la cárcel", bromeó.
Patty tomó la iniciativa y explicó lo que habían hecho. Formaron a los operarios sobre la importancia del tiempo de actividad de la línea, trabajaron con Rita, States y Eric para desarrollar un plan que garantizara que el tiempo de inactividad no programado fuera mínimo. Tuvieron que pedir más piezas de repuesto y pasta de soldar para asegurarse de que no hubiera paradas por falta de piezas o pasta. Una cosa obvia es que utilizarían el doble o más de la cantidad normal de pasta de soldar. Las dos líneas del experimento de alto tiempo de actividad tenían una media de un cambio al día, en consonancia con la actividad de ACME.
También aumentaron el mantenimiento rutinario de todas las máquinas. Tanto este mantenimiento como los repuestos añadidos supusieron un aumento de los costes, pero estos costes fueron efectos de segundo orden en comparación con el espectacular aumento de los beneficios debido a un tiempo de actividad de casi el 70%.
La preparación de los tres trabajos siguientes de cada línea era meticulosa, de modo que el tiempo de preparación se reducía al mínimo. Para minimizar el tiempo de preparación de los cambios, se utilizaron ampliamente bastidores alimentadores. Además, se emplearon empalmes de cinta para minimizar el tiempo de asistencia en la colocación de componentes. La ayuda de los Estados fue crucial en la colocación de los componentes, señaló Rob.
Patty continuó describiendo cómo Rita les ayudó en sus esfuerzos por desarrollar tiempos de asistencia mínimos para el proceso de impresión de esténciles. El horno de reflujo era el que menos problemas planteaba en cuanto a tiempos de asistencia o paradas no programadas.
La pasta de soldadura que seleccionaron era robusta en el sentido de que respondía muy bien a la pausa, tenía una adherencia excelente y un desprendimiento mínimo. La pasta también tenía el mejor historial de minimización de defectos como Head-in-Pillow y Graping. Eric también participó como socio entusiasta en el esfuerzo.
Patty mencionó que su colega, Phil, había accedido a supervisar el tiempo de actividad de dos líneas estándar durante los dos meses de prueba para comparar las métricas de tiempo de inactividad con el experimento de alto tiempo de actividad. Estos serían los "controles" experimentales.
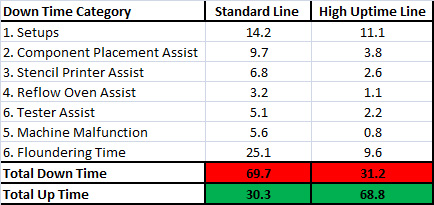 A continuación, mostró los datos de tiempo de actividad de las dos líneas de alto tiempo de actividad y las líneas de control de Phil. Las líneas de control tenían el respetable 30% de tiempo de actividad de ACME, pero las líneas de alto tiempo de actividad tenían casi un 70% de tiempo de actividad. Rob continuó explicando todas las cosas que hacía el equipo para minimizar el tiempo de inactividad, la mayoría de ellas de sentido común. Sam estaba especialmente interesado en una categoría de tiempo de inactividad.
A continuación, mostró los datos de tiempo de actividad de las dos líneas de alto tiempo de actividad y las líneas de control de Phil. Las líneas de control tenían el respetable 30% de tiempo de actividad de ACME, pero las líneas de alto tiempo de actividad tenían casi un 70% de tiempo de actividad. Rob continuó explicando todas las cosas que hacía el equipo para minimizar el tiempo de inactividad, la mayoría de ellas de sentido común. Sam estaba especialmente interesado en una categoría de tiempo de inactividad.
"¿Qué es el tiempo de flotación?" preguntó Sam.
"Es el tiempo en que la línea no funciona debido a algún error imprevisto", responde Rob.
"¿Puede dar un ejemplo?", preguntó Sam.
"Claro, ¿sabes que tenemos un enfoque bastante organizado de los montajes?". respondió Rob.
"¿Te refieres a nuestro uso de pizarras blancas para anotar todo lo necesario para los próximos 3 trabajos en cada línea?". Sam volvió.
"Sí, es una de nuestras mayores fuentes de pérdida de tiempo", responde Rob. Alguien escribe que tiene la plantilla para el siguiente trabajo, cuando cree saber dónde está. Cuando llega el momento de ese trabajo, la plantilla no se encuentra y se pierde una hora".
"Phil también señaló un caso en el que se terminó un trabajo en una línea a las 11:15 de la mañana, como el almuerzo era a las 12 del mediodía, el cambio para el nuevo trabajo no se inició hasta después del almuerzo. Se perdieron 45 minutos para siempre", añadió Patty.
Sam tragó saliva.
"¿Así que estamos perdiendo más del 25% de tiempo de actividad por 'flojear'?" preguntó Sam débilmente.
"Según el profesor, es endémico en la industria", intervino Patty. "Él acuñó el término 'tiempo de flotación'", continuó.
Sam mencionó que los "contables" de ACME estaban muy impresionados con las dos líneas de alto rendimiento. El director general de ACME quiere hacer un esfuerzo concertado para que todas las líneas de montaje de ACME en Norteamérica tengan un mayor rendimiento. Fabricar en Norteamérica significaría también prescindir de un tiempo de transporte de 2 a 4 semanas desde Extremo Oriente. Para ello, Patty, Rob y su "equipo" formarían un nuevo grupo en ACME. Patty sería la directora del grupo.
Cuando la reunión estaba a punto de terminar, Sam preguntó qué sorpresas se habían llevado Patty y Rob durante este experimento.
Rob compartió entonces: "Está relacionado con el tiempo de flotación. Descubrimos que incluso entre los ingenieros, nadie apreciaba el valor de una hora de tiempo de producción. Preguntamos a un grupo de operarios cuánto valía una hora de producción y las cifras oscilaban entre 50 y 500 dólares. ACME trabaja en dos turnos con un 30% de tiempo de actividad, lo que supone unas 1.500 horas al año. Nuestra línea típica produce 30 millones de dólares al año, es decir, 20.000 dólares por hora de producción. Cuando les dijimos esto a los operarios, el tiempo de flotación se redujo significativamente".
Patty añade: "Otra cosa que hemos visto es que se necesita un "perro guardián". Si no hay alguien vigilando constantemente, aumentan los tiempos de inactividad y asistencia. Como la productividad se duplica con una línea de alto tiempo de actividad, el coste añadido de un perro guardián es insignificante".
Epílogo: El Segmento Sesenta Minutos fue un gran éxito. Patty fue nombrada Directora de Productividad Corporativa, pero también se le pidió que dirigiera a Pete, que se haría cargo de su antiguo grupo. A nadie parecía preocuparle que Patty fuera la jefa de Rob, ¡excepto quizá a Rob!
Salud,
Dr. Ron


