Les gens,
Les aventures de Patty et Rob continue.......
Rob s'est redressé d'un coup dans son lit. Il avait la terrible impression de ne pas s'être réveillé pour un rendez-vous important. Ses yeux trouvèrent rapidement l'horloge, qui indiquait 10h30 !
"Il s'est dit : "Attendez, c'est dimanche !".
Il regarda Patty qui dormait paisiblement et décida de la laisser dormir. Ils ont eu deux mois difficiles. Depuis qu'ils ont proposé d'augmenter le temps de fonctionnement à plus de 60 % sur deux "lignes expérimentales", ils travaillent 90 heures par semaine. Ils estimaient qu'ils devaient constamment surveiller deux lignes pour s'assurer que tout se passait bien. Ils sont satisfaits d'avoir atteint un taux de disponibilité de 68,8 % sur une période de deux mois, alors que la moyenne de l'entreprise est de 30,4 %, ce qui reste très bon.
Le journal local a eu vent de cet effort et a publié un article sur le travail de Rob et de Patty. L'article était bien écrit et très élogieux à l'égard de Rob et de Patty, ainsi que d'ACME. Sam Watkins, le directeur général du site, était très heureux de ces bonnes relations publiques. Les photos qui accompagnaient l'article étaient également très belles.
La grande surprise est survenue mardi dernier. L'émission "Sixty Minutes" nous a appelés pour nous dire qu'elle souhaitait réaliser un reportage sur "Les États-Unis en concurrence avec l'Extrême-Orient dans le domaine de la fabrication de produits électroniques". En acceptant d'être interviewés, Rob et Patty ont insisté pour que des membres de leur équipe ACME soient inclus. En outre, ils ont estimé qu'il n'était que juste d'inclure les efforts de Rita, de leur fournisseur d'imprimantes à pochoirs et de fours de refusion, et de States, leur collègue de l'entreprise de placement de composants. Enfin, ils ne pouvaient pas oublier Eric, du principal fournisseur de pâte à braser d'ACME. Ces trois personnes ont aidé Rob et Patty et leur équipe à élaborer le plan permettant d'atteindre un temps de fonctionnement de plus de 60 %.
Le choc a été encore plus grand lorsque l'équipe de Sixty Minutes leur a annoncé qu'Andy Grove participerait à la séquence en raison de son récent article dans Business Week, Comment l'Amérique peut créer des emplois
Grove a insisté sur le fait que pour participer à l'émission, il devait visiter ACME pour voir ce que Rob et Patty faisaient. L'équipe de Sixty Minutes a donc visité l'usine d'ACME cette semaine, tout comme Rita, States, Eric et maintenant "Andy".
"Peut-être devrions-nous l'appeler M. Grove", a pensé Rob.
Rob avait suggéré que Patty et lui aillent au Berdick's à Walpole, NH, pour le brunch du dimanche et ensuite pour jouer au golf. Rob a dû rire, nous étions à la mi-juillet et Patty et lui avaient joué au golf 27 fois (elle tenait une feuille de calcul), il l'avait battue 14 fois et elle était fâchée. Même pendant leurs semaines de 90 heures, ils faisaient une pause trois fois par semaine pour jouer 9 trous.
Le lundi, ils ont rencontré le directeur général du site, Sam Watkins, pour discuter de ce qu'ils allaient dire à Soixante Minutes.
Le dimanche de Rob et Patty a été délicieux. Le brunch était délicieux et relaxant et ils ont tous deux bien joué au golf, le 68 de Patty battant le 69 de Rob.
En un rien de temps, Rob et Patty se retrouvent dans le bureau de Sam.
"Assurez-moi que cette histoire de soixante minutes n'est pas une révélation qui va embarrasser ACME ou me mettre en prison", a-t-il dit en plaisantant.
Patty a pris les devants et a expliqué ce qu'ils avaient fait. Ils ont formé les opérateurs à l'importance du temps de fonctionnement de la ligne, ils ont travaillé avec Rita, States et Eric pour élaborer un plan visant à réduire au minimum les temps d'arrêt imprévus. Ils ont dû commander des pièces de rechange et de la pâte à souder supplémentaires pour éviter toute interruption due à une pénurie de pièces ou de pâte. Il est évident qu'ils utiliseront deux fois plus de pâte à braser que d'habitude. Les deux lignes de l'expérience à temps de fonctionnement élevé ont subi en moyenne un changement par jour, ce qui correspond à l'activité d'ACME.
Ils ont également augmenté l'entretien de routine de toutes les machines. Cette maintenance et l'ajout de pièces de rechange ont entraîné une augmentation des coûts, mais ces coûts étaient des effets de second ordre par rapport aux augmentations spectaculaires des bénéfices dues à un temps de fonctionnement de près de 70 %.
La préparation des trois travaux suivants pour chaque ligne était méticuleuse, de sorte que le temps de préparation était réduit au minimum. Les racks d'alimentation ont été largement utilisés pour minimiser le temps de préparation des changements. En outre, l'épissage des bandes a été utilisé pour minimiser le temps d'assistance pour la mise en place des composants. Rob souligne que l'aide des États a été cruciale pour la mise en place des composants.
Patty poursuit en décrivant comment Rita les a aidés dans leurs efforts pour développer des temps d'assistance minimaux pour le processus d'impression au pochoir. C'est le four de refusion qui posait le moins de problèmes en termes d'assistance ou de temps d'arrêt imprévu.
La pâte à braser qu'ils ont choisie était robuste, car elle présentait une très bonne réponse à la pause, une excellente adhérence et un affaissement minimal. Cette pâte était également la plus à même de minimiser les défauts tels que le Head-in-Pillow et le Graping. Eric a également participé à cet effort en tant que partenaire enthousiaste.
Patty a indiqué que son collègue, Phil, avait accepté de contrôler le temps de fonctionnement de deux lignes standard pendant les deux mois de l'essai, afin de comparer les mesures de temps d'arrêt avec l'expérience de temps de fonctionnement élevé. Il s'agirait de "contrôles" expérimentaux.
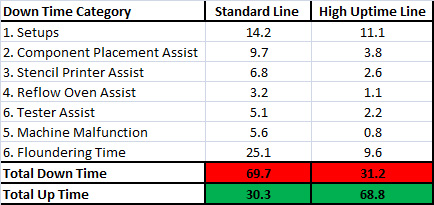 Elle a ensuite montré les données relatives au temps de fonctionnement des deux lignes à temps de fonctionnement élevé et des lignes de contrôle de Phil. Les lignes de contrôle avaient un temps de fonctionnement respectable de 30 % pour ACME, mais les lignes à temps de fonctionnement élevé avaient un temps de fonctionnement de près de 70 %. Rob a ensuite expliqué toutes les mesures prises par l'équipe pour minimiser les temps d'arrêt, la plupart relevant du bon sens. Sam était particulièrement intéressé par une catégorie de temps d'arrêt.
Elle a ensuite montré les données relatives au temps de fonctionnement des deux lignes à temps de fonctionnement élevé et des lignes de contrôle de Phil. Les lignes de contrôle avaient un temps de fonctionnement respectable de 30 % pour ACME, mais les lignes à temps de fonctionnement élevé avaient un temps de fonctionnement de près de 70 %. Rob a ensuite expliqué toutes les mesures prises par l'équipe pour minimiser les temps d'arrêt, la plupart relevant du bon sens. Sam était particulièrement intéressé par une catégorie de temps d'arrêt.
"Qu'est-ce que le temps de flottement ?" demande Sam.
"C'est le temps pendant lequel la ligne ne fonctionne pas en raison d'une erreur imprévue", a répondu Rob.
"Pouvez-vous donner un exemple ? demande Sam.
"Bien sûr, vous savez que nous avons une approche très organisée de l'installation ? répond Rob.
"Vous voulez dire que nous utilisons des tableaux blancs pour écrire tout ce qui est nécessaire pour les trois prochains travaux sur chaque ligne ? Sam revient à la charge.
"Oui, c'est l'une de nos plus grandes sources de perte de temps", répond Rob. Et de poursuivre : "Quelqu'un écrit qu'il a le pochoir pour le prochain travail, alors qu'il pense savoir où il se trouve. Le moment venu, le pochoir est introuvable et une heure est perdue".
"Phil a également relevé un cas où un travail avait été terminé sur une ligne à 11 h 15, mais comme le déjeuner était à 12 heures, le changement pour le nouveau travail n'a pas commencé avant la fin du déjeuner. Quarante-cinq minutes ont été perdues à jamais", ajoute Patty.
Sam déglutit.
"Nous perdons donc plus de 25 % de temps de fonctionnement à cause de l'instabilité ?" demanda faiblement Sam.
"D'après le professeur, c'est un problème endémique dans l'industrie", a ajouté Patty. Il a inventé l'expression "période de flottement"", a-t-elle poursuivi.
Sam a ensuite indiqué que les "comptables" d'ACME avaient été très impressionnés par les deux lignes à temps de fonctionnement élevé. Le PDG d'ACME souhaite un effort concerté pour faire passer toutes les lignes d'assemblage d'ACME en Amérique du Nord à des performances de temps de fonctionnement plus élevées. La fabrication en Amérique du Nord permettrait également d'éviter des délais de transport de 2 à 4 semaines depuis l'Extrême-Orient. Patty, Rob et leur "équipe" doivent former un nouveau groupe au sein d'ACME à cette fin. Patty serait la directrice du groupe.
Alors que la réunion était sur le point de se terminer, Sam a demandé quelles surprises Patty et Rob avaient eues au cours de cette expérience.
Rob a ensuite déclaré : "Il s'agit d'une question de temps perdu. Nous avons constaté que, même parmi les ingénieurs, personne n'appréciait la valeur d'une heure de production. Nous avons demandé à un groupe d'opérateurs ce que valait une heure de production et les chiffres allaient de 50 à 500 dollars. ACME travaille en deux équipes avec un taux de disponibilité de 30 %, ce qui représente environ 1 500 heures par an. Notre ligne typique produit 30 millions de dollars par an, soit 20 000 dollars par heure de production. Lorsque nous avons informé les opérateurs de cette situation, le temps de flottement a considérablement diminué".
Patty ajoute : "L'autre chose que nous avons constatée, c'est qu'un "chien de garde" est nécessaire. Si quelqu'un ne surveille pas constamment les choses, les temps de flottement et d'assistance augmentent. Étant donné que la productivité est doublée avec une ligne à temps de fonctionnement élevé, le coût supplémentaire d'un chien de garde est insignifiant".
Épilogue : Le segment des soixante minutes a été un grand succès. Patty a été nommée directrice de la productivité de l'entreprise, mais on lui a également demandé de diriger Pete, qui allait reprendre son ancien groupe. Personne ne semble s'inquiéter du fait que Patty soit la patronne de Rob, sauf peut-être Rob !
Santé,
Dr. Ron


