
Solder PReforms
Flux-Coated Preforms
Solder preforms are precise shapes of solder that are manufactured to tight tolerances to give repeatable, accurate solder amounts that are efficiently introduced into the manufacturing process. Adding the flux directly onto the solder allows for an exact, correct amount of flux to properly complete the soldering process.
Powered by Indium Corporation
- Provides Uniform Amount of Flux Every Time
- Delivers Flux Precisely Where it is Needed
- Eliminates the Separate Fluxing Step

Flux-Coated Preform Products
Flux coatings for preforms are available in no-clean and rosin-based chemistries with a variety of activity levels to suit your substrate metallizations. Indium Corporation offers multiple unique flux coating processes with the ability to control the amount of flux to tight tolerances. Flux coatings range from 1-3%. Coatings can be applied to most shapes and sizes of preforms and can also be offered on solder ribbon and on InFORMS®.
| Flux | IPC Classification | Substrate Finishes | Reliability J-STD-004 |
|---|---|---|---|
| LV2K | ROL0 | Au, Ag, Pd, Pt, Cu, HASL, ENIG, Sn | Pass |
| LV299 | ROL1 | Au, Ag, Pd, Pt, Cu, Ni, HASL, ENIG, Sn | Pass |
| NC-7 | ROL0 | Au, Ag, Pd, Pt, Cu, HASL, ENIG, Sn | Pass |
| NC-299 | ROL1 | Au, Ag, Pd, Pt, Cu, Ni, HASL, ENIG, Sn | Pass |
| RSA | ROM1 | Cu, Ni, Cu Alloys (Brass, Bronze) | Cleaning Recommended |
| NC-10HF | ROL0 | Au, Ag, Pd, Pt, Cu, Ni, HASL, ENIG, Sn | Pass |
| PF96 | ROL0 | ENIG, OSP, ImSn, Cu, ImAg | Pass |
Product Data Sheets
Flux Coatings for Solder Preforms PDS 97824 R15.pdf
PF96 Flux Coating PDS 100299 R0.pdf
NC-7 Flux Coating for Solder Preforms PDS 100338 R0.pdf
NC-299 Flux Coating for Solder Preforms PDS 100037 R1.pdf
Related Applications
Flux-Coated Preforms are suitable for a variety of applications.
PCB Assembly
Proven and cutting-edge materials for PCB assembly…
High-Reliability
Various options for various high-reliability PCBA applications.
Thermal Management
Thermal solutions for HPC ensuring reliability and…
Related Markets
Indium Corporation’s Flux-Coated Preforms are great for markets that require high-quality, reliable products.


Related Products

Preform Alloys
SOLDER PREFORMS Preform Alloys Solder preforms come…
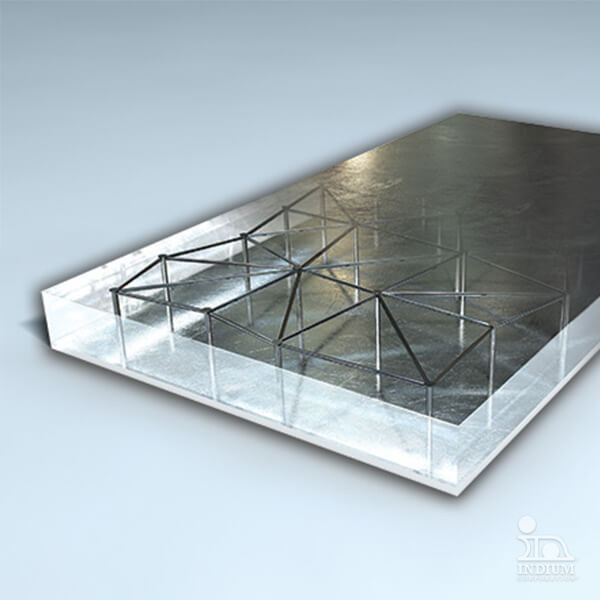
Reinforced Preforms
InFORMS® reinforced solder preforms enhance joint reliability…

Gold Alloy Preforms
High-performance precision gold preforms with eutectic and…
PCB Assembly Preforms
Preforms that boost volume for reliable fine-pitch…

Fluxes
Wide portfolio of PCBA and semiconductor fluxes.
Expert Support for Reliable Results
Do you have technical questions or sales inquiries? Our dedicated team is here to help. “From One Engineer to Another®” isn’t just our motto—it’s our commitment to delivering exceptional service. We’re ready when you are. Let’s connect!

Looking for Safety Data Sheets?
Access everything you need — from technical specifications to application guidance — in one convenient location.

Your Success
is Our Goal
Optimize your processes with the latest materials, technology, and expert application support. It all starts by connecting with our team.