Soldabilidade e humidificação
A molhagem e o espalhamento da solda nas superfícies é uma parte essencial da formação de uma junta forte, fiável e condutora. O termo "soldabilidade" é uma forma de falar sobre a rapidez e a uniformidade com que a solda se espalha numa superfície, sendo que as juntas de solda fortes e com baixo vazamento resultam sempre de uma boa humidificação. É também um termo muito vago, pois combina elementos da cinética e da termodinâmica. A principal força motriz para uma boa soldabilidade é termodinâmica: a energia livre negativa de formação de um intermetálico formado quando a solda líquida entra em contacto com uma superfície metálica sólida, favorecendo o contacto do metal líquido com a superfície metálica.
É tão simples quanto isso.
Revestimentos que preservam a soldabilidade
Há outros factores que complicam a situação, como os revestimentos de proteção. Estes existem sob duas formas:
- Materiais orgânicos evanescentes, como os OSPs (protectores orgânicos de soldabilidade), que são normalmente absorvidos quimicamente emsuperfícies (normalmente de cobre) para abrandar a taxa de oxidação do metal subjacente, mas que são concebidos para serem facilmente removidos durante o processo de refluxo através de uma combinação de volatilização e solubilização no fluxo.
- Camadas de metal de sacrifício (SML) que se dissolvem rapidamente na solda líquida depois de completarem a sua tarefa de proteção da superfície metálica subjacente contra a oxidação. Exemplos são Ag/Ni e ENIG (Au/Ni): em cada caso, o níquel é mantido livre de óxido pelo metal protetor solúvel em solda. Uma LME demasiado fina e os orifícios na LME permitirão que o níquel oxide: uma camada demasiado espessa e podem formar-se intermetálicos LME/solda, que interferem tanto com a solubilidade da LME como com a velocidade de molhagem da solda.
Anulação
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
O refluxo com nitrogénio (baixo ppm de oxigénio) é essencial para a soldadura a alta temperatura, claro, com a utilização de gás de formação (H2/N2) que por vezes oferece vantagens para algumas superfícies, como o níquel e o cobre. Para um vazamento muito baixo com matrizes de grande área (10x10mm e superior), o refluxo a vácuo é geralmente essencial.
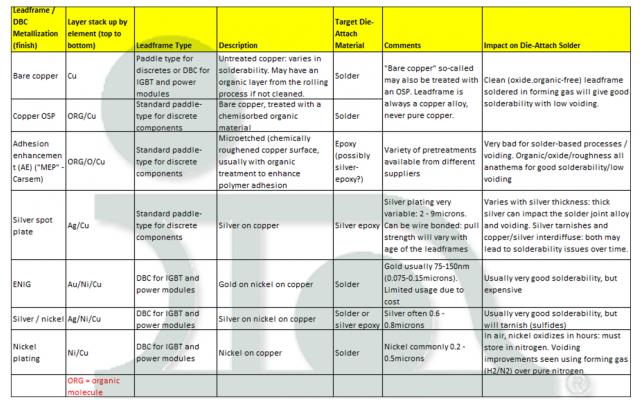
Seleção de um Leadframe
Recentemente, temos estado a trabalhar com vários clientes em pastas de solda com chumbo padrão (contendo Pb) e na nossa nova tecnologia de pasta de solda sem Pb HT, a BiAgX(®), sendo necessárias alterações na superfície da estrutura do chumbo. Neste caso, os clientes estão a passar do revestimento de metais preciosos sobre o cobre para o cobre "nu", o que resulta em algumas poupanças de custos e permite uma transição para uma solda de encaixe sem Pb.
Segue-se um guia para os utilizadores de semicondutores de potência na escolha de um leadframe ou acabamento DBC adequado.
Muito obrigado aos meus colegas Karthik Vijayamadhavan (Europa), Sehar Samiappan e SzePei Lim (Sudeste Asiático), David Hu (Hu Di) (China) e Dr. Hongwen Zhang (EUA) pelos seus comentários e contributos.


