可焊性和濕潤性
焊料在表面上的濕潤和擴展是形成強大、可靠、導電焊點的重要部分。可焊性」一詞是一種談論焊料如何快速、均勻地在表面上擴散的方式,良好的潤濕效果總是會產生堅固、低揮發的焊點。這也是一個很寬鬆的術語,因為它結合了動力學和熱力學的元素。良好可焊性的主要驅動力是熱力學:當液態焊料接觸固體金屬表面時,形成金屬間化合物的負自由能,有利於液態金屬與金屬表面的接觸。
就是這麼簡單。
可焊性保護塗層
還有其他因素會使事情變得複雜,例如保護層。這些有兩種形式:
- 揮發的有機材料,例如 OSPs(有機可焊性保護劑),通常會化學吸附於表面(通常是銅),以減緩底層金屬的氧化速度,但其設計目的是在回流焊製程中透過揮發和溶解於助焊劑後易於去除。
- 人工金屬層 (SML),在完成保護底層金屬表面不被氧化的任務後,會迅速溶入液態焊料中。例如,Ag/Ni 和 ENIG (Au/Ni):在每種情況下,鎳都會因保護性焊料溶解金屬而不被氧化。SML 太薄,SML 中的針孔會讓鎳氧化: 太厚的S ML 層可能會形成 SML/焊料金屬間化合物,並會干擾 SML 的溶解性和 焊料的濕潤速度。
無效
We know that goodsolderability (with its corollary:low voiding), is critical to power device manufacturers, with die-attach voiding criteria commonly set for discrete devices at 5% (single void) <10% (total), while IGBT voiding restrictions may go from <2% all the way down to <0.5%. In each case, the %voiding is an area percentage of the total solder joint area.
當然,氮氣(低 ppm 氧氣)回流對於高溫焊接非常重要,使用成型氣體(H2/N2)有時對於某些表面(如鎳和銅)也有好處。對於大面積晶片 (10x10mm 以上) 的極低空隙,真空回流通常是必要的。
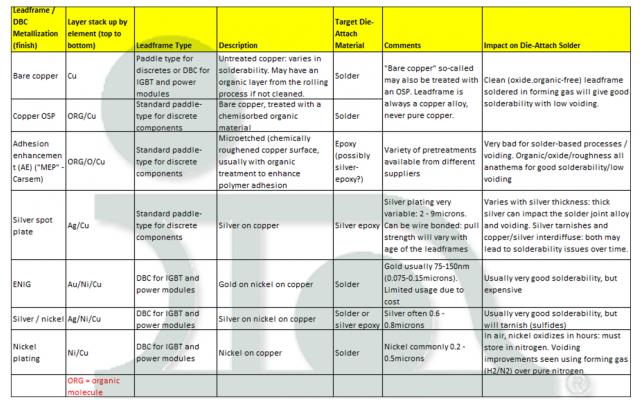
選擇引線框架
我們最近與幾家客戶合作,使用標準含鉛焊膏和我們的新型 HT 無鉛焊膏技術BiAgX(®),引線框架表面的改變是必要的。在這種情況下,客戶從在銅上鍍貴金屬轉為 「裸 」銅,從而節省了一些成本,並能過渡到無鉛接模焊料。
以下是功率半導體使用者選擇適當引線框架或 DBC 表面處理的指南。
非常感謝我的同事Karthik Vijayamadhavan(歐洲)、Sehar Samiappan和SzePei Lim(東南亞)、David Hu(Hu Di) (中國) 和 Hongwen Zhang 博士(美國) 的意見和建議。


